Návod na nastavení ohniska u zařízení pro řezání pomocí vláknového laseru | Jak upravit polohu ohniska pro optimální výsledky řezání
Při řezání pomocí vláknového laseru hraje přesná regulace ohniska rozhodující roli pro dosažení vysoce kvalitních řezů, hladkých okrajů a stabilního výkonu. Laserová hlava s manuálním zaostřením od společnosti Xianming Laser stroj na řezání vlákniny laserem je vybavena otočným měřicím kroužkem pro zaostření, který umožňuje přesné posunutí ohniskového bodu a optimalizaci řezacího výkonu pro různé materiály a tloušťky.
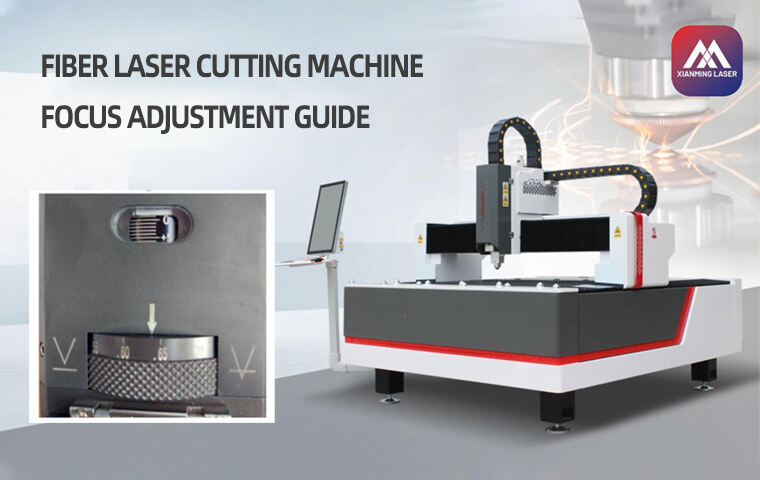
 Stavba pro nastavení ohniska
Stavba pro nastavení ohniska
Zaostřovací čočka uvnitř laserové hlavy má zdvih 20 mm tam a zpět, což umožňuje jemnou úpravu polohy ohniska. Před zahájením řezání je nezbytné ověřit správnou polohu ohniskového bodu.
Ve výrobně je pozice „nulové ohnisko“ již kalibrována – značka „0“ na okénku i stupnice „0“ na otočném kroužku jsou zarovnány, což indikuje, že ohnisko laseru se nachází na povrchu trysky.
⚙️ Poznámka: Pokud potřebujete znovu nastavit „nulové ohnisko“, kontaktujte prosím svého zákaznického manažera společnosti Xianming Laser nebo nám napište e-mail [email protected]pro pomoc.
 Vztah odečtu stupnice a polohy zaostření
Vztah odečtu stupnice a polohy zaostření
Rozsah nastavení zaostření u vláknového laserového řezacího hlavy je "+8 až -12". Hodnota na stupnici přímo udává polohu laserového ohniska:
Stupnice 0: Ohnisko se nachází na povrchu trysky.
Stupnice +8: Ohnisko je 8 mm uvnitř trysky.
Stupnice -12: Ohnisko je 12 mm pod tryskou.
Jemné doladění této polohy pomáhá optimalizovat efektivitu řezání, hladkost okrajů a výkon proudění plynu.
 Typ zaostření, řezaný materiál a vlastnosti průřezu
Typ zaostření, řezaný materiál a vlastnosti průřezu
| Typ zaostření | Postavení fokusu | Použitelný materiál | Vlastnosti průřezu | Řezací vlastnosti |
| Nulové zaostření | Laserové zaměření na horní plochu plechu | Obecný plech | Hladké horní a dolní plochy | Ideální pro tenké a středně silné desky |
| Pozitivní zaostření | Zaostření nad horní plochou plechu | Deska z uhlíkové oceli | Hladký vrchní povrch, drsnější spodní povrch | Širší řez, vyšší průtok plynu, delší doba průrazu |
| Negativní zaostření | Laserové zaostření je umístěno pod spodní plochou kovové desky | Nerezová ocel, měděná a hliníková deska | Horní řezná spára je úzká, zatímco spodní spára je širší | Vhodné pro řezání s podporou dusíku; lépe chrání taveninu a zvyšuje stabilitu řezání |
 Doporučené nastavení ohniska pro laserové řezací stroje s vláknovým lasery
Doporučené nastavení ohniska pro laserové řezací stroje s vláknovým lasery
Pro laserové řezání uhlíkové oceli použijte kladné zaostření, aby se vylepšila kvalita horního povrchu a snížil odstřik.
Pro laserové řezání nerezové oceli nebo hliníku použijte záporné zaostření, abyste dosáhli čistých okrajů a zabránili tvorbě břidlic.
Při řezání tenkých kovových plechů udržujte nulové zaostření pro vyvážený řezný výkon.
Správné nastavení ohniska může výrazně zlepšit přesnost laserového řezání, snížit strusku a zvýšit řeznou rychlost, čímž zajistíte, že váš laserový řezací stroj s vláknovým laserem pracuje s maximální efektivitou a přesností.
Xianming Laser — Profesionální výrobce zařízení pro řezání pomocí vláknového laseru
Zvyšování produktivity a přesnosti díky pokročilým technologiím řezání pomocí vláknového laseru .
 E-mail: [email protected]
E-mail: [email protected]
 WhatsApp/WeChat: +86 15314155887
WhatsApp/WeChat: +86 15314155887
