BCS100 Kalibrierungsanleitung für CNC-Faserlaser-Schneidanlagen
Das BCS100 Höhenregelungssystem ist eine Schlüsselkomponente in der modernen CNC mit einem Durchmesser von mehr als 20 cm3 , die einen genauen Abstand zwischen Düse und Metallblech sicherstellt. Durch präzise Kalibrierung entsteht eine zuverlässige Beziehung zwischen kapazitiven Signalen und der tatsächlichen Düsengeometrie, wodurch ein stabiler, hochwertiger Schneidprozess mit fortschrittlicher Faser- laserschneidtechnologie .
 Servokalibrierung
Servokalibrierung
 Zweck
Zweck
Die Servokalibrierung legt den grundlegenden Referenzpunkt für die Z-Achse fest und gewährleistet, dass das Servosystem Bewegung und Rückmeldung korrekt synchronisiert. Dieser Schritt ist entscheidend für eine präzise Höhenregelung in jeder CNC-Faserlaserschneidanlage.
Wann ist eine Servokalibrierung erforderlich
 Nach jedem Maschinenstart
Nach jedem Maschinenstart
Nach dem Wechseln von Metallblechen
Nach dem Wechseln der Düse
Wenn das System Drift oder Höhenfehler anzeigt
Schritte
 Legen Sie die Platte auf den Schneidtisch.
Legen Sie die Platte auf den Schneidtisch.
Bewegen Sie den Schneidkopf mit der Software oder der Handsteuerung über die Platte.
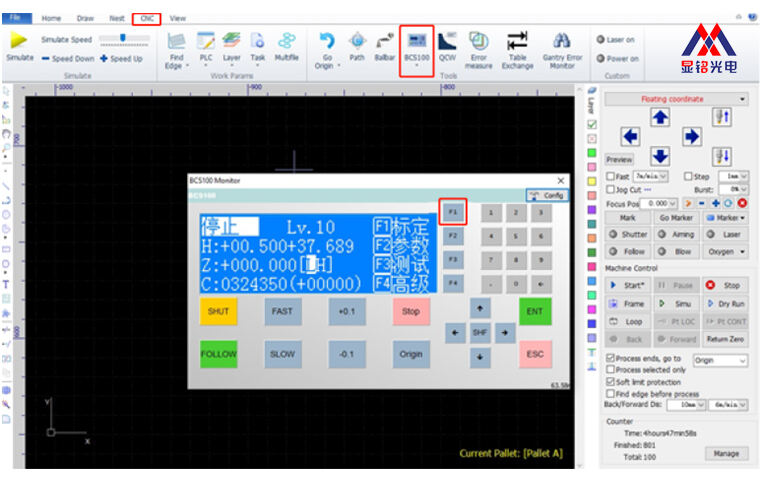
Öffnen Sie das BCS100-Menü → F1 Kalibrierung → 1 Servo-Kalibrierung.
⚠ Da die Servokalibrierung leichte Oszillationen verursacht, stellen Sie sicher, dass die Z-Achse in der Mitte ihres Hubbereichs positioniert ist.
Drücken Sie <ENT>, um die Kalibrierung zu starten.
Das System oszilliert automatisch, zeichnet den Servodrift auf und kehrt anschließend zur vorherigen Schnittstelle zurück.
Löschen falscher Servodrift-Werte
Wenn eine vorherige Servokalibrierung fehlerhaft war:
F4 Löschen → <ENT> Bestätigen → Driftwerte gelöscht
 Brennerkopf (Schwebe-Kopf) Kalibrierung
Brennerkopf (Schwebe-Kopf) Kalibrierung
 Zweck
Zweck
Um eine genaue Höhe-Kapazitäts-Kurve zu erstellen. Dies ist der Kern der stabilen Folgeleistung bei der Faserlaser-Schneidtechnologie.
Wann eine Kalibrierung des Schwimmkopfs erforderlich ist
Nach dem Wechseln der Düse
Nach einem Wechsel des Blechmaterials
Wenn die Höhenfolge instabil wird
Wenn die Kapazitätskurve abnormal erscheint
Schritte
Gehen Sie zu BCS100 → F1 Kalibrierung → 2 Schwimmkopf-Kalibrierung.
Bewegen Sie die Düse auf 1–5 mm über die Blechoberfläche.
Stellen Sie sicher, dass die Blechoberfläche stabil ist und keine Vibrationen aufweist.
Drücken Sie <ENT>, um zu starten.
Das System führt automatisch drei Stufen durch
(1) Berührungsplatten-Erkennung
Die Düse bewegt sich langsam nach unten, um den genauen Berührungspunkt zu erkennen.
(2) Stabilitätsprüfung
Die Düse bewegt sich leicht nach oben, um die Stabilität der Kapazitätssignale zu überprüfen.
(3) Gleichmäßigkeitserkennung
Die Düse bewegt sich weiter nach oben, um die Glattheit der Kapazitätskurve zu analysieren.
Kalibrierung abgeschlossen
Drücken Sie <ENT>, um die Einstellungen zu speichern.
Eine Höhen-Kapazitäts-Kurve wird angezeigt.
Bedeutung der Parameter
Stabilität: Zeigt die Signalbeständigkeit an; schlechte Ergebnisse deuten auf Vibrationen oder starke Störungen hin.
Gleichmäßigkeit: Zeigt das dynamische Kapazitätsverhalten während der Bewegung an.
Effektiver Bereich: Kapazitätsänderung von 0,5 mm bis Unendlich; ein größerer Bereich verbessert die Verfolgungsgenauigkeit.
 Automatische Einstellung
Automatische Einstellung
Zweck
Die automatische Anpassung optimiert interne Parameter für die beste Höhenverfolgungsleistung und gewährleistet stabile und präzise Schneidresultate an jeder CNC-Faserlaserschneidanlage.
Anforderungen vor der automatischen Anpassung
Servokalibrierung abgeschlossen
Z-Achse hat die Nullposition erreicht
Schweifkopf-Kalibrierung abgeschlossen
Eine Metallplatte befindet sich unter der Düse zur Verfolgungserkennung
Schritte
Geben Sie 3 Automatische Anpassung ein.
Das System führt Mikroanpassungen an der Düsenhöhe vor.
Interne Parameter werden automatisch optimiert.
Speichern Sie die Ergebnisse und schließen Sie die BCS100-Schnittstelle.
Die Kalibrierung ist nun abgeschlossen.
 Die drei Kernanpassungen der BCS10
Die drei Kernanpassungen der BCS10
| Anpasstyp | Hauptfunktion | Auslösebedingungen | Automatische Ausführung |
| Servokalibrierung | Kalibriert den Servonullpunkt und die mechanische Rückmeldung | Maschinenstart, Blechwechsel, Düsenwechsel, Driftprobleme | Halbautomatisch |
| Schwimmkopf-Kalibrierung | Erstellt die Kapazitäts-Höhen-Kurve | Düsenwechsel, Blechwechsel, instabiles Höhenfolgen | Automatisch |
| Automatische Einstellung | Optimiert die Folgeparameter für ein stabiles Schneiden | Nach Abschluss der Servo- und Schwimmkopfkalibrierung | Automatisch |
 Fazit
Fazit
Die BCS100-Kalibrierung ist entscheidend für die Erzielung hoher Laserschneidpräzision und stabiler Leistung bei allen CNC-Fasermaserschneidanlagen. Durch die korrekte Durchführung der drei Schlüsselschritte – Servokalibrierung, Schwimmkopfkalibrierung und automatische Anpassung – können Anwender die Vorteile der modernen Fasermaserschneidtechnologie voll ausschöpfen, um sauberere Schnitte, glattere Kanten und zuverlässigere industrielle Leistung zu erzielen.
