Οδηγός Βαθμονόμησης BCS100 για Μηχανές Κοπής CNC με Ινο-Λέιζερ
Το σύστημα ελέγχου ύψους BCS100 είναι ένα βασικό συστατικό των σύγχρονων Επικεφαλής μηχανές Κοπής Λειζερ με Κιβωτίο Κλαδίου , διασφαλίζοντας ακριβή μέτρηση της απόστασης μεταξύ της ακροφύσιας και της μεταλλικής πλάκας. Μέσω ακριβούς βαθμονόμησης, το σύστημα δημιουργεί μια αξιόπιστη σχέση μεταξύ των χωρητικών σημάτων και του πραγματικού ύψους της ακροφύσιας, επιτρέποντας σταθερή, υψηλής ποιότητας απόδοση κοπής με προηγμένο fiber laser τεχνολογία Λέιζερ Κοπής .
 Βαθμονόμηση Servo
Βαθμονόμηση Servo
 Σκοπός
Σκοπός
Η βαθμονόμηση Servo καθορίζει το βασικό σημείο αναφοράς για τον άξονα Z και διασφαλίζει τη σωστή συγχρονισμένη κίνηση και ανατροφοδότηση του συστήματος servo. Αυτό το βήμα είναι απαραίτητο για τον ακριβή έλεγχο ύψους σε οποιαδήποτε μηχανή κοπής με CNC laser ινών.
Πότε Απαιτείται Βαθμονόμηση Servo
 Μετά από κάθε εκκίνηση της μηχανής
Μετά από κάθε εκκίνηση της μηχανής
Μετά την αλλαγή μεταλλικών πλακών
Μετά την αλλαγή της ακροφύσιας
Όταν το σύστημα εμφανίζει απόκλιση ή σφάλματα ύψους
Βήματα
 Τοποθετήστε το φύλλο στον πίνακα κοπής.
Τοποθετήστε το φύλλο στον πίνακα κοπής.
Μετακινήστε την κεφαλή κοπής πάνω από το φύλλο χρησιμοποιώντας το λογισμικό ή το φορητό ελεγκτή.
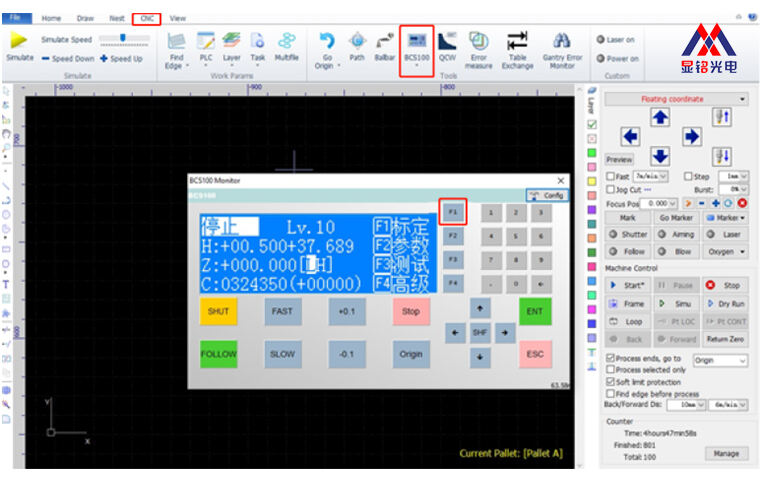
Ανοίξτε το μενού BCS100 → F1 Βαθμονόμηση → 1 Βαθμονόμηση Servo.
⚠ Επειδή η βαθμονόμηση servo προκαλεί ελαφρύτατη ταλάντωση, βεβαιωθείτε ότι ο άξονας Z βρίσκεται στο μέσο του εύρους κίνησής του.
Πατήστε <ENT> για να ξεκινήσει η βαθμονόμηση.
Το σύστημα θα ταλαντωθεί αυτόματα, θα καταγράψει την παρέκκλιση του servo και στη συνέχεια θα επιστρέψει στο προηγούμενο περιβάλλον.
Διαγραφή Λανθασμένων Τιμών Παρέκκλισης Servo
Εάν η προηγούμενη βαθμονόμηση servo ήταν εσφαλμένη:
F4 Διαγραφή → <ENT> Επιβεβαίωση → Οι τιμές παρέκκλισης διαγράφηκαν
 Βαθμονόμηση Κεφαλής Σώματος (Επιπλέουσα Κεφαλή)
Βαθμονόμηση Κεφαλής Σώματος (Επιπλέουσα Κεφαλή)
 Σκοπός
Σκοπός
Για να δημιουργηθεί μια ακριβής καμπύλη ύψους-χωρητικότητας. Αυτό είναι το κύριο στοιχείο της σταθερής απόδοσης ακολούθησης στην τεχνολογία κοπής με ίνα laser.
Πότε Χρειάζεται Βαθμονόμηση Επιπλέουσας Κεφαλής
Μετά την αλλαγή της ακροφύσιας
Μετά την αλλαγή του υλικού της πλάκας
Όταν η ακολούθηση ύψους γίνεται ασταθής
Όταν η καμπύλη χωρητικότητας φαίνεται ανώμαλη
Βήματα
Εισέλθετε στο BCS100 → F1 Βαθμονόμηση → 2 Βαθμονόμηση Επιπλέουσας Κεφαλής.
Μετακινήστε το ακροφύσιο σε απόσταση 1–5 mm πάνω από την επιφάνεια της πλάκας.
Βεβαιωθείτε ότι η επιφάνεια της πλάκας είναι σταθερή, χωρίς ταλαντώσεις.
Πατήστε <ENT> για να ξεκινήσετε.
Το σύστημα εκτελεί αυτόματα τρεις φάσεις
(1) Ανίχνευση Επαφής με Επιφάνεια
Η ακροφύσιο κινείται σιγά-σιγά προς τα κάτω για να εντοπίσει το ακριβές σημείο επαφής.
(2) Ανίχνευση Σταθερότητας
Η ακροφύσιο κινείται ελαφρώς προς τα πάνω για να ελέγξει τη σταθερότητα των σημάτων χωρητικότητας.
(3) Ανίχνευση Ομαλότητας
Η ακροφύσιο συνεχίζει να ανεβαίνει για να αναλύσει την ομαλότητα της καμπύλης χωρητικότητας.
Η βαθμονόμηση ολοκληρώθηκε
Πατήστε <ENT> για να αποθηκεύσετε τις ρυθμίσεις.
Θα εμφανιστεί μια Καμπύλη Ύψους–Χωρητικότητας.
Σημασία Παραμέτρων
Σταθερότητα: Αντικατοπτρίζει τη σταθερότητα του σήματος. Κακά αποτελέσματα υποδεικνύουν κραδασμούς ή ισχυρή παρεμβολή.
Ομαλότητα: Αντικατοπτρίζει τη δυναμική συμπεριφορά της χωρητικότητας κατά τη διάρκεια της κίνησης.
Αποτελεσματική Εμβέλεια: Η μεταβολή της χωρητικότητας από 0,5 mm έως το άπειρο· μεγαλύτερη εμβέλεια βελτιώνει την ακρίβεια ακολούθησης.
 Αυτόματος συντονισμός
Αυτόματος συντονισμός
Σκοπός
Η αυτόματη ρύθμιση βελτιώνει τις εσωτερικές παραμέτρους για τη βέλτιστη απόδοση ακολούθησης ύψους, εξασφαλίζοντας σταθερά και ακριβή αποτελέσματα κοπής σε οποιαδήποτε μηχανή κοπής ινών CNC με ίνες.
Προϋποθέσεις πριν από την αυτόματη ρύθμιση
Η βαθμονόμηση του σερβοκινητήρα έχει ολοκληρωθεί
Ο άξονας Z έχει επιστρέψει στην αρχική θέση
Η βαθμονόμηση του επιπλέοντος κεφαλής έχει ολοκληρωθεί
Ένα μεταλλικό φύλλο τοποθετείται κάτω από το ακροφύσιο για ανίχνευση ακολούθησης
Βήματα
Εισαγωγή 3 Αυτόματη Ρύθμιση.
Το σύστημα εκτελεί μικρορυθμίσεις γύρω από το ύψος της ακροφύσιου.
Οι εσωτερικές παράμετροι βελτιστοποιούνται αυτόματα.
Αποθηκεύστε τα αποτελέσματα και κλείστε τη διεπαφή BCS100.
Η βαθμονόμηση ολοκληρώθηκε τώρα.
 Οι τρεις βασικές ρυθμίσεις του BCS10
Οι τρεις βασικές ρυθμίσεις του BCS10
| Τύπος Ρύθμισης | Κύρια λειτουργία | Συνθήκες Ενεργοποίησης | Αυτόματη Εκτέλεση |
| Βαθμονόμηση Servo | Βαθμονομεί το σημείο μηδενισμού του σερβομηχανισμού και τη μηχανική ανατροφοδότηση | Εκκίνηση μηχανήματος, αλλαγή φύλλου, αλλαγή ακροφυσίου, προβλήματα παρέκκλισης | Semi-automatic |
| Βαθμονόμηση Κεφαλής Επίπλευσης | Καθιερώνει την καμπύλη χωρητικότητας–ύψους | Αλλαγή ακροφυσίου, αλλαγή λαμαρίνας, ασταθής ακολούθηση ύψους | Αυτόματο |
| Αυτόματος συντονισμός | Βελτιστοποιεί τις παραμέτρους για σταθερή κοπή | Μετά την ολοκλήρωση της βαθμονόμησης σερβομηχανισμού και επιπλέουσας κεφαλής | Αυτόματο |
 Συμπέρασμα
Συμπέρασμα
Η βαθμονόμηση BCS100 είναι απαραίτητη για την επίτευξη υψηλής ακρίβειας κοπής με λέιζερ και σταθερής απόδοσης σε όλα τα CNC μηχανήματα κοπής ινών λέιζερ. Με τη σωστή ολοκλήρωση των τριών βασικών βημάτων—Βαθμονόμηση Σερβομηχανισμού, Βαθμονόμηση Επιπλέουσας Κεφαλής και Αυτόματη Ρύθμιση—οι χρήστες μπορούν να αξιοποιήσουν πλήρως τα πλεονεκτήματα της σύγχρονης τεχνολογίας κοπής ινών λέιζερ για καθαρότερες κοπές, πιο ομαλά άκρα και αξιόπιστη βιομηχανική απόδοση.
