راهنمای کالیبراسیون BCS100 برای دستگاههای برش لیزری فیبر CNC
سیستم کنترل ارتفاع BCS100 یک جزء کلیدی در ماشینهای مدرن CNC دستگاههای برش لیزر فایبر است و اطمینان حاصل میشود که اندازهگیری دقیق فاصله بین نازل و ورق فلزی انجام شود. از طریق کالیبراسیون دقیق، سیستم رابطهای قابل اعتماد بین سیگنالهای خازنی و ارتفاع واقعی نازل ایجاد میکند و عملکرد برش پایدار و با کیفیت بالا را با فناوری پیشرفته لیزری فیبر ممکن میسازد. فناوری برش لیزری .
 کالیبراسیون سروو
کالیبراسیون سروو
 هدف
هدف
کالیبراسیون سروو نقطه مرجع اولیه را برای محور Z تنظیم میکند و اطمینان حاصل میشود که سیستم سروو حرکت و فیدبک را بهدرستی هماهنگ کند. این مرحله برای کنترل دقیق ارتفاع در هر دستگاه برش لیزری فیبر CNC ضروری است.
موارد نیاز به کالیبراسیون سروو
 پس از هر روشنکردن دستگاه
پس از هر روشنکردن دستگاه
پس از تعویض ورقهای فلزی
پس از تعویض نازل
هنگامی که سیستم خطای جابجایی یا ارتفاع را نشان میدهد
مراحل
 ورق را روی میز برش قرار دهید.
ورق را روی میز برش قرار دهید.
سر برش را با استفاده از نرمافزار یا کنترلر دستی بالای ورق حرکت دهید.
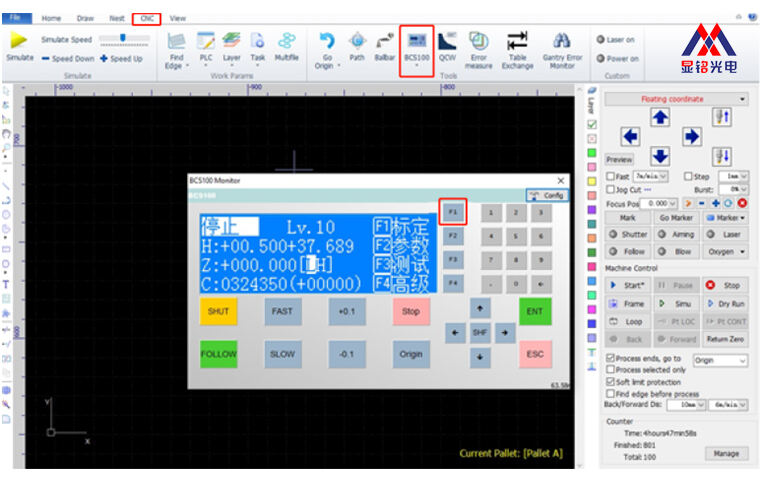
منوی BCS100 را باز کنید → F1 کالیبراسیون → 1 کالیبراسیون سروو.
⚠ از آنجا که کالیبراسیون سروو باعث نوسان جزئی میشود، اطمینان حاصل کنید که محور Z در وسط محدوده حرکت خود قرار دارد.
دکمه <ENT> را برای شروع کالیبراسیون فشار دهید.
سیستم بهصورت خودکار نوسان کرده و نشتی سروو را ثبت میکند و سپس به رابط قبلی بازمیگردد.
پاک کردن مقادیر نادرست نشتی سروو
اگر کالیبراسیون قبلی سروو نادرست بوده است:
F4 پاک کردن → <ENT> تأیید → مقادیر نشتی پاک شدند
 کالیبراسیون سر مشعل (سر شناور)
کالیبراسیون سر مشعل (سر شناور)
 هدف
هدف
برای ایجاد منحنی دقیق ارتفاع-ظرفیت. این موضوع هسته عملکرد پیگیری پایدار در فناوری برش لیزری فیبر است.
زمانی که کالیبراسیون سر شناور نیاز است
پس از تعویض نازل
پس از تغییر ماده ورق
هنگامی که پیگیری ارتفاع ناپایدار میشود
هنگامی که منحنی ظرفیت غیرعادی به نظر میرسد
مراحل
وارد BCS100 شوید → F1 Calibration → 2 Float Head Calibration.
نوزل را به فاصله 1 تا 5 میلیمتری بالای سطح ورق منتقل کنید.
اطمینان حاصل کنید که سطح ورق بدون لرزش و پایدار باشد.
برای شروع دکمه <ENT> را فشار دهید.
سیستم به صورت خودکار سه مرحله را انجام میدهد
(1) تشخیص با صفحه تماس
نوزل به آرامی به سمت پایین حرکت میکند تا نقطه دقیق تماس را تشخیص دهد.
(2) تشخیص پایداری
نوزل کمی به سمت بالا حرکت میکند تا پایداری سیگنالهای خازنی را بررسی کند.
(3) تشخیص نرمی
نوزل به طور مداوم بالا میرود تا نرمی منحنی خازنی را تحلیل کند.
کالیبراسیون کامل شد
برای ذخیره تنظیمات، دکمه <ENT> را فشار دهید.
یک منحنی ارتفاع-ظرفیت نمایش داده خواهد شد.
معنای پارامترها
پایداری: نشاندهنده ثبات سیگنال است؛ نتایج ضعیف نشانه ارتعاش یا تداخل شدید هستند.
نرمی: رفتار ظرفیت دینامیکی را در حین حرکت نشان میدهد.
محدوده مؤثر: تغییر ظرفیت از 0.5 میلیمتر تا بینهایت؛ محدوده بزرگتر دقت پیگیری را بهبود میبخشد.
 تنظیم خودکار
تنظیم خودکار
هدف
تنظیم خودکار، پارامترهای داخلی را برای بهترین عملکرد پیگیری ارتفاع بهینه میکند و نتایج برشی پایدار و دقیق را روی هر دستگاه برش فیبر لیزری CNC تضمین میکند.
شرایط قبل از تنظیم خودکار
کالیبراسیون سروو تکمیل شده است
محور Z به موقعیت اولیه بازگشته است
کالیبراسیون سر شناور تکمیل شده است
یک ورق فلزی زیر نازل قرار داده شده است تا تشخیص پیگیری انجام شود
مراحل
وارد مرحله 3 تنظیم خودکار شوید.
سیستم تنظیمات ریز را در اطراف ارتفاع نازل انجام میدهد.
پارامترهای داخلی بهصورت خودکار بهینه میشوند.
نتایج را ذخیره کنید و رابط BCS100 را ببندید.
اکنون کالیبراسیون کامل شده است.
 سه تنظیم اصلی BCS10
سه تنظیم اصلی BCS10
| نوع تنظیم | تابع اصلی | شرایط تحریک | اجراي خودکار |
| کالیبراسیون سروو | تنظیم نقطه صفر سروو و بازخورد مکانیکی را کالیبره میکند | راهاندازی دستگاه، تعویض ورق، تعویض نازل، مشکلات دریفت | نیمهخودکار |
| کالیبراسیون سر شناور | منحنی ظرفیت – ارتفاع را ایجاد میکند | تعویض نازل، تعویض ورق، دنبالهروی ارتفاع ناپایدار | اتوماتیک |
| تنظیم خودکار | پارامترهای دنبالهروی را برای برش پایدار بهینه میسازد | پس از تکمیل کالیبراسیون سروو و سر شناور | اتوماتیک |
 نتیجهگیری
نتیجهگیری
کالیبراسیون BCS100 برای دستیابی به دقت بالای برش لیزری و عملکرد پایدار در تمام دستگاههای برش فیبر لیزری CNC ضروری است. با انجام صحیح سه مرحله کلیدی — کالیبراسیون سروو، کالیبراسیون سر شناور و تنظیم خودکار — کاربران میتوانند از مزایای فناوری مدرن برش فیبر لیزری به طور کامل بهرهمند شوند تا برشهای تمیزتر، لبههای صافتر و عملکرد صنعتی قابل اعتمادتری داشته باشند.