راهنمای تنظیم موقعیت کانونی دستگاه جوشکاری با لیزر فیبر
در کاربردهای جوشکاری لیزری، تنظیم موقعیت کانونگیری نقشی حیاتی در تعیین عمق نفوذ جوش، قطر نقطه جوش، چگالی انرژی و کیفیت کلی جوش ایفا میکند. تنظیم صحیح کانون میتواند بهطور قابلتوجهی پاشش مواد را کاهش داده، از سوختنشدن (پارگی) جلوگیری کرده و اتصالهای جوش پایدار و یکنواخت را تضمین نماید.
بهعنوان یک تولیدکننده حرفهای تجهیزات لیزری، شیامینگ ماشین آلات جوش لیزر کنترل دقیق کانون و خروجی پایدار انرژی را فراهم میکند، بهگونهای که کاربران بتوانند بهراحتی بین فرآیندهای جوشکاری نقطهای، جوشکاری با نفوذ عمیق و جوشکاری درزبندی سطحی جابهجا شوند.
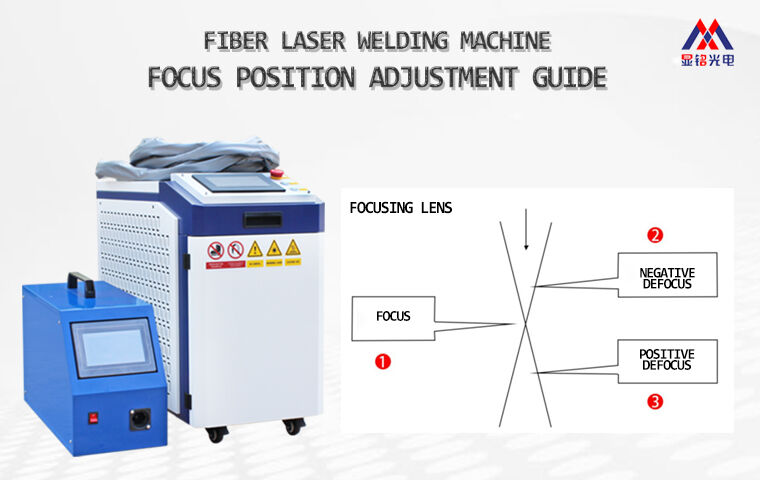
 موقعیت کانون (کانون صفر)
موقعیت کانون (کانون صفر)
ویژگیهای کلیدی
 کوچکترین قطر نقطه
کوچکترین قطر نقطه
بالاترین چگالی انرژی
تمرکزشدهترین توان لیزر
قدرتمندترین جرقه و واضحترین صدا
بهترین کاربردها
 جوشکاری دقیق نقطهای
جوشکاری دقیق نقطهای
نقاط جوش کوچک
جوشکاری ظریف با انرژی پایین
مواد نازک
در نقطه کانونی دقیق، انرژی لیزر بهطور شدیدی متمرکز میشود و منجر به ذوب سریع و ایجاد جوشی با ابعاد بسیار کوچک میگردد.
این تنظیم برای کارهای جوشکاری میکرو که نیازمند دقت بالا و منطقه تحت تأثیر حرارتی بسیار کوچک هستند، ایدهآل است.
 موقعیت کانون منفی (کانون زیر سطح)
موقعیت کانون منفی (کانون زیر سطح)
ویژگیهای کلیدی
لکهی کمی بزرگتر
انرژی عمیقتر در ماده نفوذ میکند
عمق نفوذ بیشتر
اثر قوی جوشکاری کلیدی (Keyhole)
بهترین کاربردها
جوشکاری با نفوذ عمیق
جوشکاری پیوسته درزی
جوشکاری ورقهای ضخیم
اتصالات سازهای
موقعیت دِفُکوس منفی این امکان را فراهم میکند که لیزر انرژی بیشتری را به داخل ماده منتقل کند و حوضچههای جوش عمیق و پایدار ایجاد نماید.
این رایجترین تنظیمات برای جوشکاری صنعتی سنگین است که در آن استحکام و نفوذپذیری از اهمیت بالایی برخوردارند.
 موقعیت دِفُکوس مثبت (تمرکز بالای سطح)
موقعیت دِفُکوس مثبت (تمرکز بالای سطح)
ویژگیهای کلیدی
اندازه نقطه بزرگتر
چگالی انرژی پایینتر
نفوذ کمتر
سطح جوش صافتر و پایدارتر
بهترین کاربردها
جوشهای آببندی سطحی
جوشهای زیباییشناختی
جوشکاری ورقهای نازک
نیازمندیهای کم عمقی جوش
عدم تمرکز مثبت انرژی را بهطور یکنواختتری پخش میکند که به جلوگیری از گرمشدن بیش از حد یا سوراخشدن کمک میکند.
این روش بهویژه برای مواد نازک یا کاربردهایی که نیازمند پرداخت سطحی تمیز هستند، مناسب است.
 نکات کاربردی برای جوشکاری با نفوذ پیوسته
نکات کاربردی برای جوشکاری با نفوذ پیوسته
در طول تولید واقعی، میتوانید با مشاهده سطح پشتی قطعه کار، بهسرعت ارزیابی کنید که آیا نقطه تمرکز صحیح است یا خیر:
راهنمای مرجع
کمی تغییر رنگ → نفوذ مناسب
علامت قابلمشاهدهٔ ذوبشدن → انرژی کمی بالا است
سوزاندن کامل یا ایجاد سوراخ → توان بیشازحد
پاشش شدید یا حفرههای عمیق → نفوذ بیشازحد
در صورت بروز عیوب جوشکاری، تنظیمات زیر را اصلاح کنید:
فاصلهٔ فوکوس، توان لیزر، پارامترهای شکل موج، سرعت جوشکاری.
همیشه قبل از تولید انبوه، نمونهها را آزمایش کنید تا بهترین نتایج حاصل شود.
 انتخاب فوکوس بر اساس ضخامت ماده
انتخاب فوکوس بر اساس ضخامت ماده
| ضخامت ماده | نقطهٔ توصیهشده | حالت پیشنهادی |
| ورق نازک | لکه کوچک | تمرکز یا دیفوکوس مثبت |
| صفحه متوسط | لکه متوسط | دیفوکوس منفی جزئی |
| صفحه ضخیم | لکه بزرگتر + جوش عمیق | دیفوکوس منفی |
مواد نازکتر نیازمند لکههای کوچکتر هستند؛ در غیر این صورت ممکن است به راحتی سوراخشدن رخ دهد.
 چرا دستگاههای جوش لیزری شیانمینگ را انتخاب کنیم؟
چرا دستگاههای جوش لیزری شیانمینگ را انتخاب کنیم؟
سیستمهای لیزری شیانمینگ برای کنترل انعطافپذیر و دقیق جوش لیزری طراحی شدهاند و ویژگیهای زیر را دارند:
ساختار تنظیم دقیق فوکوس
خروجی پایدار انرژی لیزر
کنترل قابل برنامهریزی موجشکل
سازگان با جوشکاری نقطهای، درزی و عمیقنفوذ
مناسب برای فولاد ضدزنگ، فولاد کربنی، آلومینیوم و سایر فلزات
این مزایا به مشتریان کمک میکند تا به موارد زیر دست یابند:
✔ نفوذ عمیقتر
✔ پاشش کمتر
✔ درزهای جوش تمیزتر
✔ بازده بالاتر
✔ تولید پایدارتر
نتیجهگیری
درک موقعیت کانونبندی لیزر کلید دستیابی به عملکرد جوشکاری بهتر است.
با انتخاب صحیح کانون، کانونبندی مثبت یا کانونبندی منفی، میتوانید استحکام جوش، کیفیت سطح و بازده کلی را بهطور چشمگیری بهبود بخشید.
با قابلیت اتکا تجهیزات لیزر و کنترل دقیق، شیانمینگ دستگاههای لیزر کاری دستی به سازندگان کمک میکند تا در هر جوشی نتایج حرفهای و با کیفیت بالا بهدست آورند.
برای دریافت اطلاعات بیشتر درباره نکات جوشکاری یا راهحلهای ماشینی، با شیانمینگ لیزر تماس بگیرید.