Kuitulaserleikkauskoneen fokusointiohje | Miten säätää fokusointiasento optimaalista leikkaustulosta varten
Kuitulaserleikkauksessa tarkan polttovarteen säätäminen ratkaisee korkealaatuisten leikkausten, sileiden reunojen ja vakaiden suorituskykyominaisuuksien saavuttamisen. Xianming Laserin manuaalisesti fokusoitava laserpää kuitulaserikatkaisin on varustettu pyörivällä fokusointiasteikolla, joka mahdollistaa tarkan polttopisteen siirron eri materiaalien ja paksuuksien leikkaussuorituskyvyn optimoimiseksi.
 Fokusointirakenne
Fokusointirakenne
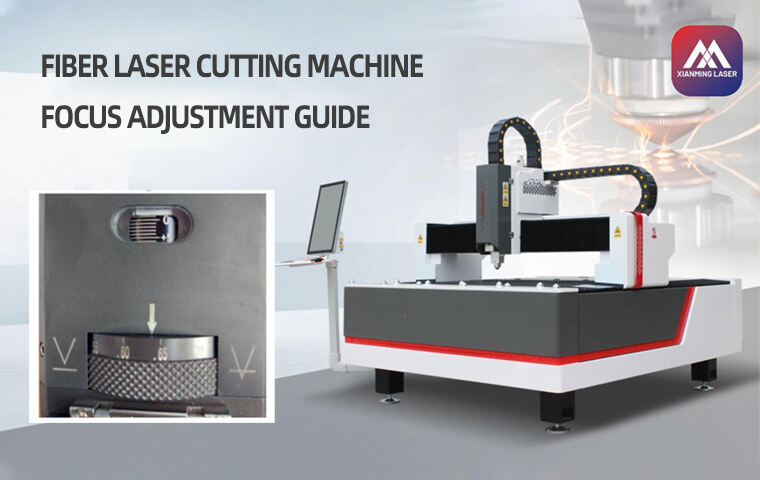
Laserpään sisällä olevalla fokusointilinsillä on 20 mm:n edestakainen liikealue, mikä mahdollistaa polttopisteen tarkan säädön. Ennen leikkausta on tärkeää varmistaa oikea polttopiste.
Tehtaalla "nollafokus"-asento on jo kalibroitu — sekä ikkunan "0"-merkki että pyörivän renkaan "0"-asteikko ovat kohdakkain, mikä osoittaa, että laserin polttopiste on suuttimen pinnalla.
⚙️ Huomautus: Jos sinun tarvitsee säätää uudelleen "nollafokus", ota yhteyttä Xianming Laserin asiakasneuvonantajaan tai lähetä sähköpostia osoitteeseen [email protected]saadaksesi apua.
 Asteikkolukema ja fokusointiasennon suhde
Asteikkolukema ja fokusointiasennon suhde
Kuitulaserin leikkuupäädyn fokusointialue on "+8 -12". Asteikkoluku osoittaa suoraan laserin polttopisteen sijainnin:
Asteikko 0: Polttopiste on suuttimen pinnalla.
Asteikko +8: Polttopiste on 8 mm suuttimen sisällä.
Asteikko -12: Polttopiste on 12 mm suuttimen alapuolella.
Tämän asennon hienosäätö auttaa optimoimaan leikkaustehokkuutta, reunojen tasaisuutta ja kaasuvirran toimintaa.
 Fokustyypin, leikattavan materiaalin ja poikkileikkauksen ominaisuudet
Fokustyypin, leikattavan materiaalin ja poikkileikkauksen ominaisuudet
| Kohtaus tyyppi | Kohdistuspaikka | Käytettävissä oleva materiaali | Poikkileikkauksen ominaisuudet | Leikkausominaisuudet |
| Nollafokus | Laserin keskitys levyn yläpintaan | Yleinen levymetalli | Sileät ylä- ja alapinnat | Ihanteellinen ohuille ja keskivahvoille levyille |
| Positiivinen polttopiste | Polttopiste levyn yläpinnan yläpuolella | Hiiliteräspaneeli | Sileä yläpinta, karkeampi alapinta | Laajempi leikkausurakko, suurempi kaasuvirtaus, pidempi poraamisaika |
| Negatiivinen polttopiste | Laserin polttopiste sijaitsee metallilevyn alapinnan alapuolella | Ruostumaton teräs, kupari, alumiinilevy | Yläleikkausaukko on kapea, kun taas ala-ukko on leveämpi | Soveltuu typpeä apuna käyttävään leikkaamiseen; paremmin suojaava sulan alueen ja leikkausvakauden parantaminen |
 Suositellut keskitysasetukset kuitulaserleikkauskoneisiin
Suositellut keskitysasetukset kuitulaserleikkauskoneisiin
Hiiliteräksen laserleikkaamiseen käytetään positiivista keskitystä parantaakseen yläpinnan laatua ja vähentääkseen syljen eristymistä.
Ruostumattoman teräksen tai alumiinin laserleikkaamiseen käytetään negatiivista keskitystä saavuttaakseen siistit rei'it ja estääkseen karheuden muodostumista.
Ohuiden metallilevyjen leikkaamiseen suositellaan nollakeskitystä tasapainoisen leikkaustehon saavuttamiseksi.
Oikea keskityksen säätö voi huomattavasti parantaa laserleikkaustarkkuutta, vähentää kuonaa ja lisätä leikkausnopeutta, varmistaen että laitteesi kuitulaserleikkauskone toimii mahdollisimman tehokkaasti ja tarkasti.
Xianming Laser — ammattitaitoinen kuitulaserin leikkauskoneiden valmistaja
Tuottavuuden ja tarkkuuden parantaminen edistyneellä kuitulaserin leikkausteknologialla .
 Sähköposti: [email protected]
Sähköposti: [email protected]
 WhatsApp/WeChat: +86 15314155887
WhatsApp/WeChat: +86 15314155887
