Guide de calibration BCS100 pour machines de découpe laser à fibre CNC
Le système de contrôle de hauteur BCS100 est un composant clé dans les équipements modernes Numéro de commande numérique machines de découpe laser à fibre , assurant une mesure précise de la distance entre la buse et la tôle métallique. Grâce à un étalonnage précis, le système établit une relation fiable entre les signaux capacitifs et la hauteur réelle de la buse, permettant ainsi des performances de découpe stables et de haute qualité avec des lasers à fibre avancés technologie de découpe laser .
 Étalonnage du servomoteur
Étalonnage du servomoteur
 Objectif
Objectif
L'étalonnage du servomoteur définit le point de référence fondamental pour l'axe Z et garantit que le système servo synchronise correctement le mouvement et la rétroaction. Cette étape est essentielle pour un contrôle précis de la hauteur sur toute machine de découpe laser CNC à fibre.
Quand l'étalonnage du servomoteur est requis
 Après chaque démarrage de la machine
Après chaque démarrage de la machine
Après changement de tôle métallique
Après remplacement de la buse
Lorsque le système affiche une dérive ou des erreurs de hauteur
Les étapes
 Placer la tôle sur la table de découpe.
Placer la tôle sur la table de découpe.
Déplacer la tête de découpe au-dessus de la tôle à l'aide du logiciel ou de la télécommande.
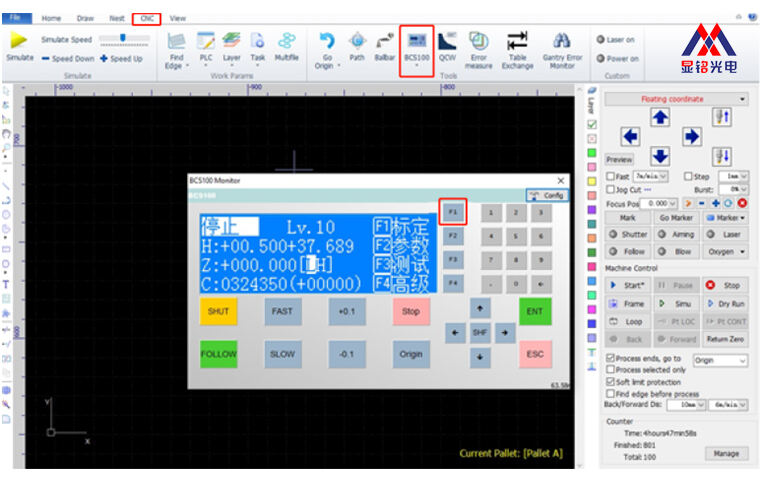
Ouvrir le menu BCS100 → F1 Étalonnage → 1 Étalonnage servo.
⚠ Étant donné que l'étalonnage servo provoque une légère oscillation, assurez-vous que l'axe Z est positionné au milieu de sa plage de déplacement.
Appuyer sur <ENT> pour démarrer l'étalonnage.
Le système oscille automatiquement, enregistre la dérive du servo, puis revient à l'interface précédente.
Effacement des valeurs erronées de dérive du servo
Si un étalonnage servo précédent était incorrect :
F4 Effacer → <ENT> Confirmer → Valeurs de dérive effacées
 Étalonnage de la tête de torche (tête flottante)
Étalonnage de la tête de torche (tête flottante)
 Objectif
Objectif
Établir une courbe précise de hauteur–capacitance. C'est le cœur des performances stables de suivi dans la technologie de découpe au laser à fibre.
Quand l'étalonnage de la tête flottante est nécessaire
Après remplacement de la buse
Après changement de matériau de tôle
Lorsque le suivi de hauteur devient instable
Lorsque la courbe de capacitance apparaît anormale
Les étapes
Accéder à BCS100 → F1 Étalonnage → 2 Étalonnage de la tête flottante.
Déplacer la buse à 1–5 mm au-dessus de la surface de la tôle.
S'assurer que la surface de la tôle est stable, sans vibration.
Appuyer sur <ENT> pour démarrer.
Le système effectue automatiquement trois étapes
(1) Détection par plaque tactile
La buse descend lentement pour détecter le point de contact exact.
(2) Détection de stabilité
La buse remonte légèrement pour vérifier la stabilité des signaux de capacité.
(3) Détection de régularité
La buse continue de monter afin d'analyser la régularité de la courbe de capacité.
Étalonnage terminé
Appuyez sur <ENT> pour enregistrer les paramètres.
Une courbe Hauteur–Capacité sera affichée.
Signification des paramètres
Stabilité : reflète la régularité du signal ; des résultats médiocres indiquent une vibration ou une interférence forte.
Fluidité : reflète le comportement de la capacité dynamique pendant le mouvement.
Plage effective : variation de la capacité de 0,5 mm à l'infini ; une plage plus grande améliore la précision de suivi.
 Ajustement automatique
Ajustement automatique
Objectif
Le réglage automatique affine les paramètres internes pour optimiser les performances de suivi en hauteur, garantissant des résultats de coupe stables et précis sur n'importe quelle machine de découpe laser à fibre CNC.
Conditions requises avant le réglage automatique
Étalonnage du servomoteur terminé
L'axe Z est revenu à la position d'origine
Étalonnage de la tête flottante terminé
Une tôle métallique est placée sous la buse pour la détection de suivi
Les étapes
Entrez dans le mode 3 de réglage automatique.
Le système effectue des micro-ajustements autour de la hauteur de la buse.
Les paramètres internes sont optimisés automatiquement.
Enregistrez les résultats et fermez l'interface BCS100.
L'étalonnage est maintenant terminé.
 Les trois réglages principaux du BCS10
Les trois réglages principaux du BCS10
| Type de Réglage | Fonction principale | Conditions de déclenchement | Exécution automatique |
| Étalonnage du servomoteur | Étalonne le point zéro du servo et la rétroaction mécanique | Démarrage de la machine, remplacement de la feuille, changement de buse, problèmes de dérive | Semi-automatique |
| Étalonnage de la tête flottante | Établit la courbe de capacité en fonction de la hauteur | Changement de buse, changement de tôle, suivi instable de la hauteur | Automatique |
| Ajustement automatique | Optimise les paramètres de suivi pour une découpe stable | Après avoir terminé l'étalonnage du servo et de la tête flottante | Automatique |
 Conclusion
Conclusion
L'étalonnage du BCS100 est essentiel pour atteindre une haute précision de découpe au laser et des performances stables sur toutes les machines de découpe laser à fibre CNC. En effectuant correctement les trois étapes clés — l'étalonnage du servo, l'étalonnage de la tête flottante et le réglage automatique — les utilisateurs peuvent tirer pleinement parti des avantages de la technologie moderne de découpe laser à fibre pour des découpes plus propres, des bords plus lisses et des performances industrielles plus fiables.
