Szálas lézeres vágógép fókuszbeállítási útmutató | Hogyan állítsa be a fókuszt az optimális vágási eredmények érdekében
A szálas lézeres vágásnál a pontos fókuszbeállítás döntő szerepet játszik a minőségi vágás, sima élek és stabil teljesítmény elérésében. Az Xianming Laser kézi fókuszáló lézerfeje szállézer vágógép forgatható fókuszskálával van ellátva, amely lehetővé teszi a fókuszpont pontos mozgatását különböző anyagok és vastagságok vágási teljesítményének optimalizálása érdekében.
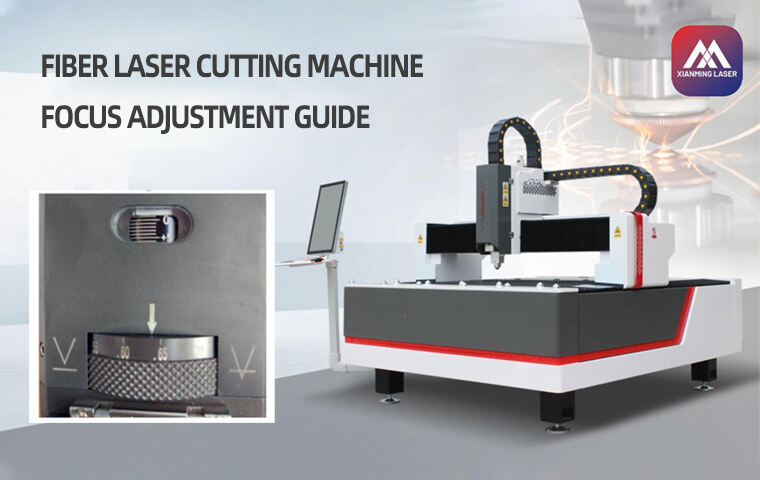
 Fókuszbeállító szerkezet
Fókuszbeállító szerkezet
A lézerfej belsejében található fókuszlencse 20 mm-es előre-hátra mozgási tartománnyal rendelkezik, így finomhangolható a fókuszpont helyzete. A vágás megkezdése előtt elengedhetetlen a helyes fókuszpont ellenőrzése.
Gyárilag a „nulla fókusz” pozíció már kalibrálva van – a „0” jelölésű ablak és a forgógyűrű „0” skálája is egymásra igazodik, jelezve, hogy a lézerfókusz a fúvóka felületén van.
⚙️ Megjegyzés: Ha újra kell állítania a „nulla fókuszt”, kérjük, lépjen kapcsolatba az Xianming Laser ügyfélszolgálati menedzserekkel vagy írjon e-mailt a következő címre: [email protected]segítségnyújtás céljából.
 Skálaolvasás és fókuszpozíció kapcsolata
Skálaolvasás és fókuszpozíció kapcsolata
A szálas lézeres vágófej fókuszbeállítási tartománya "+8 és -12". A skálaérték közvetlenül jelzi a lézerfókusz helyzetét:
Skála 0: A fókuszpont a fúvóka felületén van.
Skála +8: A fókuszpont 8 mm-re a fúvóka belsejében van.
Skála -12: A fókuszpont 12 mm-rel a fúvóka alatt található.
Ennek a pozíciónak a finomhangolása segít optimalizálni a vágási hatékonyságot, az élek simaságát és a gázáramlás teljesítményét.
 Fókusztípus, vágott anyag és szelvényjellemzők
Fókusztípus, vágott anyag és szelvényjellemzők
| Fókusz típus | Fókusz pozíció | Alkalmazható anyag | Szelvényjellemzők | Vágási jellemzők |
| Nulla fókusz | A lézer fókusza a lemez felső felületén | Általános lemezfémes anyag | Sima felső és alsó felület | Ideális vékony és közepes lemezekhez |
| Pozitív fókusz | Fókusz a lemez felső felülete felett | Széncsepp | Sima felső felület, érdesebb alsó felület | Szélesebb vágás, nagyobb gázáramlás, hosszabb fúrási idő |
| Negatív fókusz | A lézer fókusza a fémlap alsó felülete alatt helyezkedik el | Német acél, réz, alumínium lemez | A felső vágási varrat keskeny, míg az alsó szélesebb | Nitrogénsegédvágáshoz alkalmas; jobban védhető vele az olvadási terület, és javul a vágás stabilitása |
 Ajánlott fókuszbeállítások szálas lézervágógépekhez
Ajánlott fókuszbeállítások szálas lézervágógépekhez
Széntartalmú acél lézervágásához pozitív fókuszt használjon a felső felület minőségének javításához és a fröcskölés csökkentéséhez.
Rozsdamentes acél vagy alumínium lézervágásához negatív fókuszt alkalmazzon tiszta élek eléréséhez és a peremeződés megelőzéséhez.
Vékony fémlapok vágásához tartsa meg a nulla fókuszt a kiegyensúlyozott vágási teljesítményért.
A megfelelő fókuszbeállítás jelentősen javíthatja a lézervágás pontosságát, csökkentheti a salakot és növelheti a vágási sebességet, biztosítva, hogy a szálas lézervágógép maximális hatékonysággal és pontossággal működjön.
Xianming Laser — Szakmai szálas lézeres vágógép gyártó
Termelékenység és pontosság növelése korszerű szálas lézeres vágástechnológiával .
 E-mail: [email protected]
E-mail: [email protected]
 WhatsApp\/WeChat: +86 15314155887
WhatsApp\/WeChat: +86 15314155887
