파이버 레이저 절단기 포커스 조정 가이드 | 최적의 절단 결과를 위한 포커스 위치 조정 방법
파이버 레이저 절단에서 정확한 초점 조정은 고품질 절단, 매끄러운 가장자리 및 안정적인 성능을 달성하는 데 결정적인 역할을 합니다. 선밍 레이저의 수동 초점 조절 레이저 헤드는 섬유 레이저 절단 기계 회전식 초점 조절 스케일 링이 장착되어 있어 초점 위치를 정밀하게 이동시켜 다양한 재료와 두께에 맞춰 최적의 절단 성능을 구현할 수 있습니다.
 초점 조절 구조
초점 조절 구조
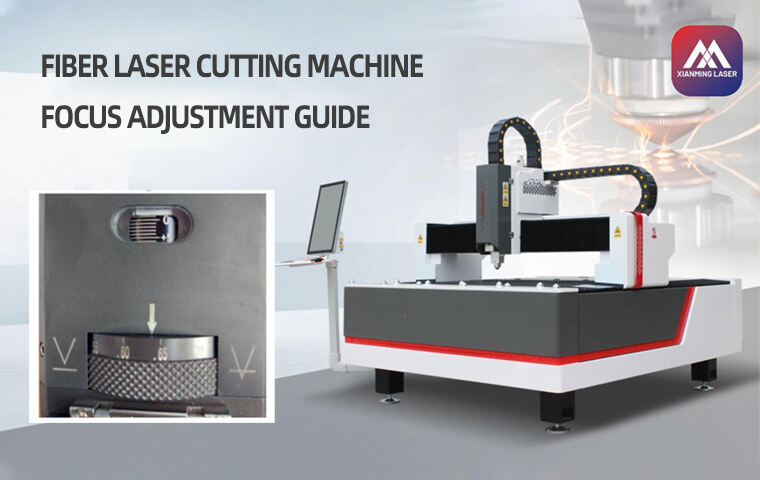
레이저 헤드 내부의 집광 렌즈는 20mm 전후 이동 범위를 가지며, 초점 위치를 미세 조정할 수 있습니다. 절단 전에 올바른 초점 위치를 반드시 확인해야 합니다.
공장 출하시 '제로 포커스' 위치는 이미 캘리브레이션되어 있으며, 창문의 '0' 표시와 회전 링의 '0' 눈금이 일치하여 레이저 초점이 노즐 표면에 있음을 나타냅니다.
⚙️ 참고: '제로 포커스'를 다시 조정해야 하는 경우, 귀하의 선밍 레이저 고객 담당자에게 문의하거나 이메일로 연락 주십시오 [email protected].
 스케일 읽기 및 초점 위치 관계
스케일 읽기 및 초점 위치 관계
광섬유 레이저 절단 헤드의 초점 조정 범위는 "+8에서 -12"입니다. 스케일 값은 레이저 초점 위치를 직접 나타냅니다.
스케일 0: 초점이 노즐 표면에 위치합니다.
스케일 +8: 초점이 노즐 내부 8mm 지점에 위치합니다.
스케일 -12: 초점이 노즐 아래 12mm 지점에 위치합니다.
이 위치를 미세 조정하면 절단 효율, 가장자리 매끄러움 및 가스 흐름 성능을 최적화하는 데 도움이 됩니다.
 초점 유형, 절단 재료 및 단면 특성
초점 유형, 절단 재료 및 단면 특성
| 포커스 타입 | 초점 위치 | 적용 가능한 자료 | 단면 특징 | 절단 특성 |
| 제로 포커스 | 시트 상면에 레이저 초점을 정확히 맞춤 | 일반 금속판재 | 상면과 하면이 모두 매끄러움 | 양중 두께의 판재에 적합 |
| 양의 초점 | 시트 상면 위로 초점이 위치함 | 탄소강 판재 | 윗면은 매끄럽고, 아랫면은 거침 | 절단 폭이 넓으며, 가스 유량이 많고 천공 시간이 길어짐 |
| 음의 초점 | 레이저 초점이 금속판의 하면 아래에 위치함 | 스테인리스강, 구리, 알루미늄 판 | 상부 절단 틈새는 좁고, 하부 틈새는 더 넓습니다 | 질소 보조 절단에 적합하며, 용융 영역을 더 잘 보호하고 절단 안정성을 향상시킵니다 |
 파이버 레이저 절단기의 권장 초점 설정
파이버 레이저 절단기의 권장 초점 설정
탄소강 레이저 절단의 경우, 상부 표면 품질을 향상시키고 스패터를 줄이기 위해 양초점을 사용하십시오.
스테인리스강 또는 알루미늄 레이저 절단의 경우, 깨끗한 가장자리를 얻고 버를 방지하기 위해 음초점을 사용하십시오.
양질의 얇은 금속 시트 절단 시 균형 잡힌 절단 성능을 위해 제로 포커스를 유지하십시오.
적절한 초점 조정은 레이저 절단 정밀도를 크게 향상시키고 슬래그를 줄이며 절단 속도를 증가시켜 파이버 레이저 절단기가 최대한의 효율성과 정확도로 작동하도록 보장합니다.
Xianming Laser — 전문적인 파이버 레이저 절단기 제조업체
첨단 기술로 생산성과 정밀도 향상 파이버 레이зер 절단 기술 .
 이메일: [email protected]
이메일: [email protected]
 WhatsApp/WeChat: +86 15314155887
WhatsApp/WeChat: +86 15314155887
