광섬유 레이저 용접기 초점 위치 조정 가이드
레이저 용접 응용 분야에서 초점 위치 조정은 용접 침투 깊이, 스팟 크기, 에너지 밀도 및 전반적인 용접 품질을 결정하는 데 핵심적인 역할을 합니다. 정확한 초점 설정은 튀는 스파터를 크게 줄이고, 소재의 과열 천공(burn-through)을 방지하며, 안정적이고 일관된 용접 이음매를 보장합니다.
전문 레이저 장비 제조업체인 샤오밍(Xianming) 레이저 용접 기계 정밀 초점 제어와 안정적인 에너지 출력을 제공하여 사용자가 점 용접, 심층 용접, 표면 실링 공정 간에 쉽게 전환할 수 있도록 지원합니다.
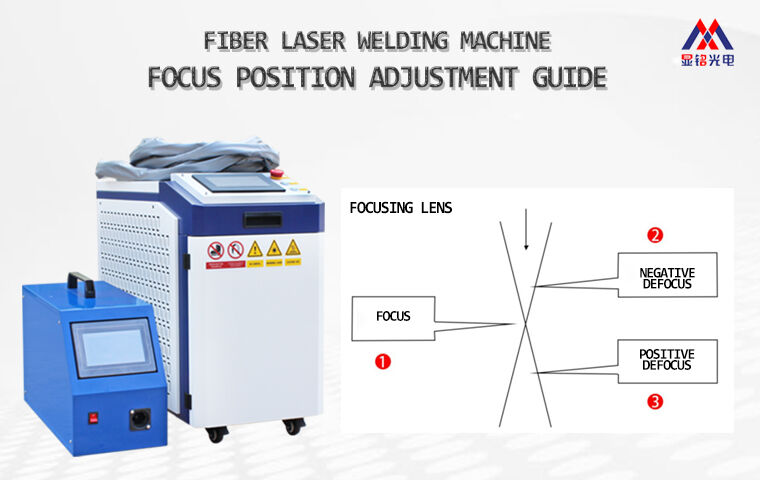
 초점 위치(제로 초점)
초점 위치(제로 초점)
주요 특징
 최소 스팟 지름
최소 스팟 지름
최고 에너지 밀도
가장 집중된 레이저 출력
가장 강력한 스파크와 가장 선명한 소리
최고의 적용 사례
 정밀 스팟 용접
정밀 스팟 용접
작은 용접 점
저에너지 정밀 용접
박판 재료
정확한 초점 위치에서 레이저 에너지가 고도로 집중되어 빠른 용융과 최소한의 용접 크기를 생성합니다.
이 설정은 높은 정밀도와 작은 열영향 영역(Heat-Affected Zone)이 요구되는 마이크로 용접 작업에 이상적입니다.
 음의 디포커스 위치(표면 하방 초점)
음의 디포커스 위치(표면 하방 초점)
주요 특징
다소 큰 빔 반점
에너지가 재료 내부로 더 깊이 침투
더 큰 침투 깊이
강력한 키홀 용접 효과
최고의 적용 사례
심층 페네트레이션 용접
연속 이음매 용접
후판 용접
구조용 이음부
음의 디포커스는 레이저가 재료 내부에 더 많은 에너지를 전달할 수 있게 하여 안정적인 심부 용접 풀을 형성합니다.
강도와 침투 깊이가 중요한 중공업용 고강도 산업 용접에서 가장 일반적으로 사용되는 설정입니다.
 양의 디포커스 위치(표면 상방 초점)
양의 디포커스 위치(표면 상방 초점)
주요 특징
더 큰 광점 크기
에너지 밀도가 낮음
보다 얕은 침투 깊이
매끄럽고 더 안정적인 용접 표면
최고의 적용 사례
표면 밀봉 용접
외관용 용접
박판 용접
낮은 침투 요구 사항
양의 디포커스는 에너지를 보다 균일하게 분산시켜 과열 또는 관통(번인)을 방지하는 데 도움이 됩니다.
특히 얇은 재료나 깨끗한 표면 마감이 요구되는 응용 분야에 적합합니다.
 연속 침투 용접을 위한 실용적인 팁
연속 침투 용접을 위한 실용적인 팁
실제 생산 중에는 작업물의 이면을 관찰함으로써 초점이 올바른지 신속하게 평가할 수 있습니다:
참고 가이드
약간의 변색 → 적절한 침투
가시적인 용융 흔적 → 에너지가 약간 높음
완전한 관통 또는 구멍 발생 → 과도한 출력
심한 스패터 또는 깊은 오목함 → 과도한 침투
용접 결함이 발생하는 경우 다음을 조정하세요:
초점 거리, 레이저 출력, 파형 파라미터, 용접 속도.
대량 생산에 앞서 항상 시험 샘플을 검사하여 최적의 결과를 달성하세요.
 재료 두께에 따른 초점 선택
재료 두께에 따른 초점 선택
| 재료 두께 | 권장 스팟 | 권장 모드 |
| 박판 | 소형 스팟 | 초점 또는 양의 디포커스 |
| 중간 판 | 중형 스팟 | 약간의 음의 데포커스 |
| 후판 | 더 큰 스폿 + 깊은 용접 | 음의 데포커스 |
얇은 재료는 더 작은 스폿을 필요로 하며, 그렇지 않으면 용융 천공(burn-through)이 쉽게 발생할 수 있습니다.
 왜 샨밍(Xianming) 레이저 용접기를 선택해야 할까요?
왜 샨밍(Xianming) 레이저 용접기를 선택해야 할까요?
샨밍(Xianming) 레이저 시스템은 유연하고 정밀한 레이저 용접 제어를 위해 설계되었으며, 다음과 같은 특징을 갖추고 있습니다:
정확한 초점 조정 구조
안정적인 레이저 에너지 출력
프로그래밍 가능한 파형 제어
스팟 용접, 이음선 용접, 심부 용접과 호환 가능
스테인리스강, 탄소강, 알루미늄 및 기타 금속에 적합
이러한 장점은 고객이 다음을 달성하는 데 도움이 됩니다:
✔ 더 깊은 용입
✔ 스패터 감소
✔ 깨끗한 용접 이음선
✔ 높은 효율성
✔ 보다 안정적인 생산
결론
레이저 초점 위치를 이해하는 것이 우수한 용접 성능을 달성하기 위한 핵심입니다.
적절한 초점, 양의 디포커스 또는 음의 디포커스를 선택함으로써 용접 강도, 표면 품질 및 전반적인 효율성을 크게 향상시킬 수 있습니다.
신뢰성 있게 레이저 장비 및 정밀한 제어, 시안밍 핸드 헤드 레이저 용접 기계 모든 용접에서 전문적이고 고품질의 결과를 달성하도록 제조업체를 지원합니다.
더 많은 용접 팁 또는 장비 솔루션에 대해 궁금한 사항은 샤오밍 레이저(Xianming Laser)로 문의하시기 바랍니다.
