Przewodnik kalibracyjny BCS100 dla maszyn CNC do cięcia laserowego włóknem
System regulacji wysokości BCS100 jest kluczowym elementem nowoczesnych CNC maszyny do cięcia laserowego włókien , zapewniającym dokładny pomiar odległości między dyszą a blachą metalową. Dzięki precyzyjnej kalibracji system tworzy wiarygodną zależność między sygnałami pojemnościowymi a rzeczywistą wysokością dyszy, umożliwiając stabilną i wysokiej jakości pracę cięcia z zaawansowanym włóknem świetlnym technologia cięcia laserowego .
 Kalibracja serwomechanizmu
Kalibracja serwomechanizmu
 Przeznaczenie
Przeznaczenie
Kalibracja serwomechanizmu ustanawia podstawowy punkt odniesienia dla osi Z i zapewnia prawidłową synchronizację ruchu oraz sprzężenia zwrotnego w systemie serwo. Ten krok jest niezbędny dla dokładnej kontroli wysokości w każdej maszynie CNC do cięcia laserem światłowodowym.
Kiedy wymagana jest kalibracja serwomechanizmu
 Po każdym uruchomieniu maszyny
Po każdym uruchomieniu maszyny
Po wymianie blach metalowych
Po wymianie dyszy
Gdy system wskazuje dryft lub błędy wysokości
Kroki
 Umieść arkusz na stole tnącym.
Umieść arkusz na stole tnącym.
Przesuń głowicę tnącą nad arkusz za pomocą oprogramowania lub sterownika ręcznego.
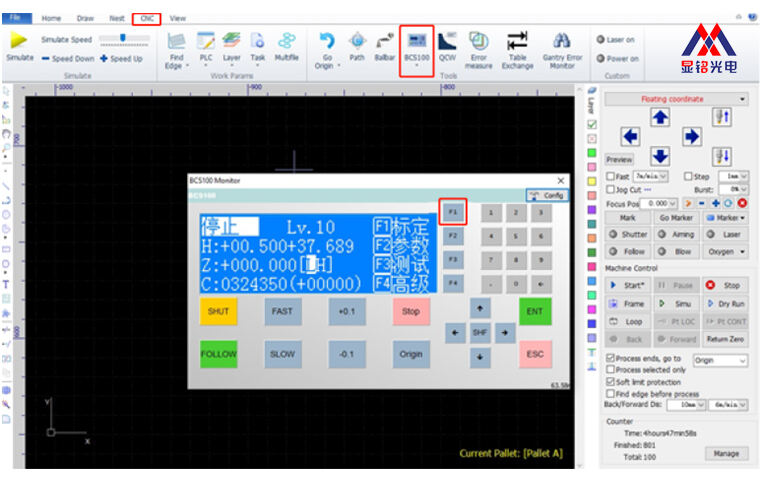
Otwórz menu BCS100 → F1 Kalibracja → 1 Kalibracja serwomechanizmu.
⚠ Ponieważ kalibracja serwomechanizmu powoduje lekkie drgania, upewnij się, że oś Z znajduje się w połowie zakresu ruchu.
Naciśnij <ENT>, aby rozpocząć kalibrację.
System automatycznie wykona oscylacje, zarejestruje dryft serwomechanizmu, a następnie powróci do poprzedniego interfejsu.
Usuwanie błędnych wartości dryftu serwomechanizmu
Jeśli poprzednia kalibracja serwomechanizmu była nieprawidłowa:
F4 Wyczyść → <ENT> Potwierdź → Wartości dryftu zostały wyczyszczone
 Kalibracja głowicy palnika (głowicy pływającej)
Kalibracja głowicy palnika (głowicy pływającej)
 Przeznaczenie
Przeznaczenie
Aby ustalić dokładną krzywą wysokości–pojemności. To podstawa stabilnej wydajności śledzenia w technologii cięcia laserowego włóknistego.
Kiedy jest potrzebna kalibracja głowicy pływającej
Po wymianie dyszy
Po zmianie materiału blachy
Gdy śledzenie wysokości staje się niestabilne
Gdy krzywa pojemności wydaje się nieprawidłowa
Kroki
Wejdź do BCS100 → F1 Kalibracja → 2 Kalibracja głowicy pływającej.
Przesuń dyszę na wysokość 1–5 mm nad powierzchnią blachy.
Upewnij się, że powierzchnia blachy jest stabilna i nie drga.
Naciśnij <ENT>, aby rozpocząć.
System automatycznie wykonuje trzy etapy
(1) Wykrywanie dotyku płytki
Dysza powoli przesuwa się w dół, aby wykryć dokładny punkt kontaktu.
(2) Wykrywanie stabilności
Dysza lekko przesuwa się w górę, aby sprawdzić stabilność sygnałów pojemnościowych.
(3) Wykrywanie gładkości
Dysza kontynuuje ruch w górę, aby przeanalizować gładkość krzywej pojemnościowej.
Kalibracja zakończona
Naciśnij <ENT>, aby zapisać ustawienia.
Wyświetlona zostanie krzywa Wysokość–Pojemność.
Znaczenie parametrów
Stabilność: Odbija stabilność sygnału; słabe wyniki wskazują na wibracje lub silne zakłócenia.
Płynność: Odbija zachowanie dynamicznej pojemności podczas ruchu.
Zakres skuteczny: Zmiana pojemności od 0,5 mm do nieskończoności; większy zakres poprawia dokładność śledzenia.
 Automatyczne dostosowywanie
Automatyczne dostosowywanie
Przeznaczenie
Automatyczna regulacja precyzyjnie dostosowuje parametry wewnętrzne, zapewniając najlepszą wydajność śledzenia wysokości i stabilne, dokładne rezultaty cięcia na każdej maszynie CNC do cięcia laserowego włóknem.
Wymagania przed automatyczną regulacją
Kalibracja serwomechanizmu zakończona
Oś Z powróciła do pozycji domowej
Kalibracja głowicy pływającej zakończona
Pod dyszą umieszczono płytę metalową do wykrywania śledzenia
Kroki
Wprowadź 3 Automatyczna regulacja.
System wykonuje mikrokorekty wysokości dyszy.
Parametry wewnętrzne są automatycznie optymalizowane.
Zapisz wyniki i zamknij interfejs BCS100.
Kalibracja została zakończona.
 Trzy podstawowe korekty urządzenia BCS10
Trzy podstawowe korekty urządzenia BCS10
| Typ Regulacji | Główna funkcja | Warunki wyzwalania | Wykonanie automatyczne |
| Kalibracja serwomechanizmu | Kalibruje punkt zerowy serwomechanizmu i sprzężenie zwrotne mechaniczne | Uruchomienie maszyny, wymiana arkusza, zmiana dyszy, problemy ze dryfem | Półautomatyczny |
| Kalibracja głowicy pływającej | Ustala krzywą pojemności–wysokości | Zmiana dyszy, zmiana arkusza, niestabilne śledzenie wysokości | Automatyczna |
| Automatyczne dostosowywanie | Optymalizuje parametry śledzenia dla stabilnego cięcia | Po zakończeniu kalibracji serwomechanizmu i pływającego głowicy | Automatyczna |
 Podsumowanie
Podsumowanie
Kalibracja BCS100 jest niezbędna do osiągnięcia wysokiej precyzji cięcia laserowego i stabilnej wydajności we wszystkich maszynach CNC do cięcia włóknem laserowym. Poprzez prawidłowe wykonanie trzech kluczowych kroków — kalibracji serwomechanizmu, kalibracji pływającej głowicy oraz automatycznego dostrojenia — użytkownicy mogą w pełni wykorzystać zalety nowoczesnej technologii cięcia laserowego, uzyskując czystsze cięcia, gładkie krawędzie oraz bardziej niezawodną wydajność przemysłową.
