Przewodnik po regulacji ogniska maszyny do cięcia laserowego włóknianego | Jak dostosować pozycję ogniska dla optymalnych wyników cięcia
W cięciu laserem światłowodowym precyzyjna regulacja ostrości odgrywa decydującą rolę w osiąganiu wysokiej jakości cięć, gładkich krawędzi i stabilnej wydajności. Laserowa głowica z ręczną regulacją ostrości firmy Xianming Laser maszyna do cięcia laserem światłowodowym jest wyposażona w obracalne pierścień skalowy do ustawiania ostrości, umożliwiający dokładne przesuwanie punktu ogniskowego w celu zoptymalizowania wydajności cięcia dla różnych materiałów i grubości.
 Konstrukcja regulacji ostrości
Konstrukcja regulacji ostrości
Obiektyw skupiający znajdujący się wewnątrz głowicy laserowej ma zakres przesuwania do przodu i do tyłu wynoszący 20 mm, co pozwala na dokładną regulację pozycji ogniska. Przed rozpoczęciem cięcia należy upewnić się o prawidłowej pozycji ogniska.
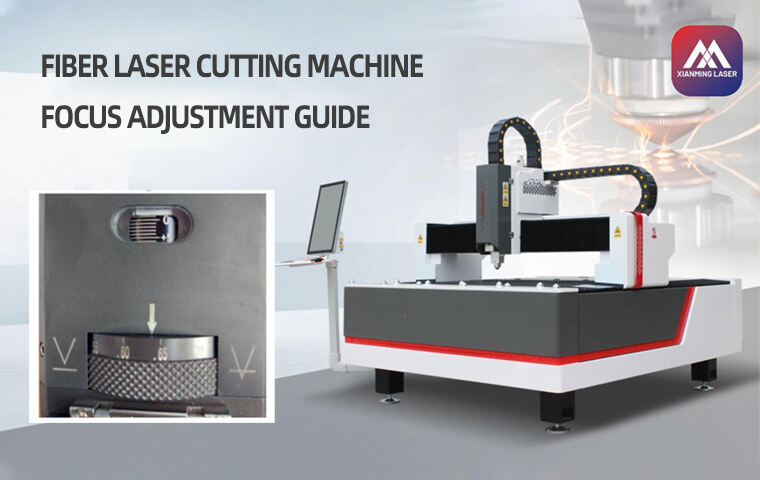
W fabryce pozycja „ostrość zero” jest już wykalibrowana — znacznik „0” okienka oraz podziałka „0” obręczy obrotowej są zsynchronizowane, co oznacza, że ognisko lasera znajduje się na powierzchni dyszy.
⚙️ Uwaga: Jeśli konieczne jest ponowne ustawienie pozycji „ostrość zero”, prosimy o kontakt z menedżerem klienta firmy Xianming Laser lub napisanie wiadomości e-mail na adres [email protected]w celu uzyskania pomocy.
 Odczyt skali i zależność położenia ostrości
Odczyt skali i zależność położenia ostrości
Zakres regulacji ostrości głowicy do cięcia laserem światłowodowym wynosi "+8 do -12". Wartość na skali wprost wskazuje położenie ogniska lasera:
Skala 0: Punkt ogniskowy znajduje się na powierzchni dyszy.
Skala +8: Punkt ogniskowy znajduje się 8 mm wewnątrz dyszy.
Skala -12: Punkt ogniskowy znajduje się 12 mm poniżej dyszy.
Dokładne dostrojenie tego położenia pomaga zoptymalizować wydajność cięcia, gładkość krawędzi oraz działanie przepływu gazu.
 Typ ostrości, materiał cięcia i cechy przekroju
Typ ostrości, materiał cięcia i cechy przekroju
| Typ fokusu | Pozycja fokusu | Materiał stosowany | Cechy przekroju | Charakterystyka cięcia |
| Zero ostrości | Skupienie wiązki laserowej na górnej powierzchni blachy | Ogólne blachy metalowe | Gładkie powierzchnie górna i dolna | Idealne dla cienkich i średnich płyt |
| Dodatnie skupienie | Skupienie nad górną powierzchnią blachy | Stalowa płyta z węgla | Gładka powierzchnia górna, chropowata dolna powierzchnia | Szerzej wydrążona szczelina, większy przepływ gazu, dłuższy czas przebijania |
| Ujemne skupienie | Skupienie wiązki laserowej znajduje się poniżej dolnej powierzchni płyty metalowej | Płyta ze stali nierdzewnej, miedzi, aluminium | Górna szczelina cięcia jest wąska, podczas gdy dolna jest szersza | Wskazane dla cięcia z użyciem azotu; lepiej chroni obszar stopiony i poprawia stabilność cięcia |
 Zalecane ustawienia ostrości dla maszyn do cięcia laserowego światłowodowego
Zalecane ustawienia ostrości dla maszyn do cięcia laserowego światłowodowego
Dla cięcia stali węglowej laserem używaj dodatniego ogniska, aby poprawić jakość górnej powierzchni i zmniejszyć rozpryski.
Dla cięcia stali nierdzewnej laserem lub cięcia aluminium laserem używaj ujemnego ogniska, aby uzyskać czyste krawędzie i zapobiec powstawaniu zadziorów.
Dla cięcia cienkich blach metalowych utrzymuj ostrość na poziomie zerowym, aby osiągnąć zrównoważoną wydajność cięcia.
Poprawne ustawienie ostrości może znacząco poprawić dokładność cięcia laserowego, zmniejszyć szlam i zwiększyć prędkość cięcia, zapewniając, że Twoja maszyna do cięcia laserowego światłowodowego działa z maksymalną efektywnością i precyzją.
Xianming Laser — Profesjonalny Producent Maszyn do Cięcia Laserem Włóknem
Zwiększanie wydajności i precyzji dzięki zaawansowanej technologii cięcia laserem włóknem .
 E-mail: [email protected]
E-mail: [email protected]
 WhatsApp/WeChat: +86 15314155887
WhatsApp/WeChat: +86 15314155887
