คู่มือการปรับเทียบ BCS100 สำหรับเครื่องตัดด้วยเลเซอร์ไฟเบอร์แบบ CNC
ระบบควบคุมความสูง BCS100 เป็นส่วนประกอบสำคัญในเครื่องจักรรุ่นใหม่ CNC เครื่องตัดเลเซอร์ใย โดยทำให้มั่นใจได้ถึงการวัดระยะห่างระหว่างหัวพ่นกับแผ่นโลหะอย่างแม่นยำ ผ่านการปรับเทียบอย่างละเอียด ระบบจะสร้างความสัมพันธ์ที่เชื่อถือได้ระหว่างสัญญาณความจุไฟฟ้าและความสูงของหัวพ่นจริง ทำให้สามารถตัดงานได้อย่างมั่นคงและมีคุณภาพสูงด้วยเทคโนโลยีไฟเบอร์เลเซอร์ขั้นสูง เทคโนโลยีตัดเลเซอร์ .
 การปรับเทียบเซอร์โว
การปรับเทียบเซอร์โว
 วัตถุประสงค์
วัตถุประสงค์
การปรับเทียบเซอร์โวจะกำหนดจุดอ้างอิงพื้นฐานสำหรับแกน Z และทำให้มั่นใจได้ว่าระบบเซอร์โวจะทำงานและการตอบกลับสอดคล้องกันอย่างถูกต้อง ขั้นตอนนี้มีความสำคัญอย่างยิ่งต่อการควบคุมความสูงอย่างแม่นยำในเครื่องตัดไฟเบอร์เลเซอร์แบบ CNC ทุกเครื่อง
เมื่อใดที่จำเป็นต้องทำการปรับเทียบเซอร์โว
 หลังจากเปิดเครื่องทุกครั้ง
หลังจากเปิดเครื่องทุกครั้ง
หลังจากเปลี่ยนแผ่นโลหะ
หลังจากเปลี่ยนหัวพ่น
เมื่อระบบแสดงการเคลื่อนที่ผิดพลาดหรือข้อผิดพลาดของความสูง
ขั้นตอน
 วางแผ่นงานบนโต๊ะตัด
วางแผ่นงานบนโต๊ะตัด
ขยับหัวตัดไปด้านบนของแผ่นงานโดยใช้ซอฟต์แวร์หรือคอนโทรลเลอร์แบบพกพา
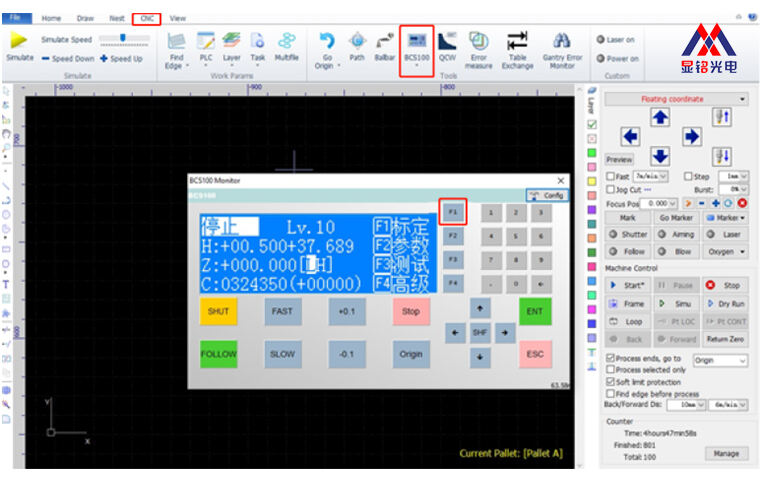
เปิดเมนู BCS100 → F1 การปรับเทียบ → 1 การปรับเทียบเซอร์โว
⚠ เนื่องจากการปรับเทียบเซอร์โวจะทำให้เกิดการสั่นสะเทือนเล็กน้อย โปรดตรวจสอบว่าแกน Z อยู่ในตำแหน่งกึ่งกลางช่วงการเคลื่อนที่
กด <ENT> เพื่อเริ่มการปรับเทียบ
ระบบจะสั่นสะเทือนและบันทึกค่าความคลาดเคลื่อนของเซอร์โวโดยอัตโนมัติ จากนั้นจะกลับไปยังอินเตอร์เฟซก่อนหน้า
ลบค่าความคลาดเคลื่อนของเซอร์โวที่ผิดพลาด
หากการปรับเทียบเซอร์โวก่อนหน้าไม่ถูกต้อง:
F4 ล้าง → <ENT> ยืนยัน → ค่าความคลาดเคลื่อนถูกลบออก
 การปรับเทียบหัวพลาสม่า (หัวลอย)
การปรับเทียบหัวพลาสม่า (หัวลอย)
 วัตถุประสงค์
วัตถุประสงค์
เพื่อกำหนดค่าความสัมพันธ์ระหว่างความสูงกับความจุไฟฟ้าอย่างแม่นยำ ซึ่งเป็นหัวใจสำคัญของประสิทธิภาพการติดตามที่มั่นคงในเทคโนโลยีการตัดด้วยเลเซอร์ไฟเบอร์
เมื่อใดที่จำเป็นต้องทำการปรับเทียบหัวลอย
หลังจากเปลี่ยนหัวพ่น
หลังจากเปลี่ยนวัสดุแผ่นเหล็ก
เมื่อการติดตามระดับความสูงเริ่มไม่มั่นคง
เมื่อเส้นโค้งความจุไฟฟ้าแสดงผลผิดปกติ
ขั้นตอน
เข้าสู่ BCS100 → F1 Calibration → 2 Float Head Calibration
เลื่อนหัวพ่นให้อยู่ห่างจากพื้นผิวแผ่นเหล็ก 1–5 มม.
ตรวจสอบให้แน่ใจว่าพื้นผิวแผ่นเหล็กมีความมั่นคงและไม่สั่นสะเทือน
กด <ENT> เพื่อเริ่มต้น
ระบบจะดำเนินการโดยอัตโนมัติสามขั้นตอน
(1) การตรวจจับแผ่นสัมผัส
หัวพ่นจะเคลื่อนลงอย่างช้าๆ เพื่อตรวจจุดสัมผัสที่แม่นยำ
(2) การตรวจจับความเสถียร
หัวพ่นจะเคลื่อนขึ้นเล็กน้อยเพื่อตรวจสอบความเสถียรของสัญญาณความจุไฟฟ้า
(3) การตรวจจับความเรียบเนียน
หัวพ่นจะเคลื่อนขึ้นต่อไปเพื่อวิเคราะห์ความเรียบเนียนของเส้นโค้งความจุไฟฟ้า
การปรับเทียบเสร็จสิ้น
กด <ENT> เพื่อบันทึกการตั้งค่า
จะแสดงเส้นโค้งความสูง–ความจุไฟฟ้า
ความหมายของพารามิเตอร์
ความเสถียร: สะท้อนถึงความมั่นคงของสัญญาณ; ผลลัพธ์ที่ไม่ดีบ่งชี้ถึงการสั่นสะเทือนหรือสัญญาณรบกวนอย่างรุนแรง
ความเรียบเนียน: สะท้อนพฤติกรรมของความจุแบบไดนามิกในระหว่างการเคลื่อนไหว
ช่วงการทำงานที่มีประสิทธิภาพ: การเปลี่ยนแปลงค่าความจุจาก 0.5 มม. จนถึงค่าอนันต์; ช่วงที่กว้างขึ้นจะช่วยปรับปรุงความแม่นยำในการติดตาม
 การปรับตัวอัตโนมัติ
การปรับตัวอัตโนมัติ
วัตถุประสงค์
การปรับแต่งอัตโนมัติจะปรับพารามิเตอร์ภายในให้เหมาะสมที่สุด เพื่อประสิทธิภาพการติดตามความสูงที่ดีที่สุด ทำให้มั่นใจได้ถึงผลลัพธ์การตัดที่มีความเสถียรและแม่นยำบนเครื่องตัดไฟเบอร์เลเซอร์ CNC ทุกชนิด
ข้อกำหนดก่อนการปรับแต่งอัตโนมัติ
การสอบเทียบเซอร์โวเสร็จสมบูรณ์แล้ว
แกน Z ได้กลับสู่ตำแหน่งโฮมเรียบร้อยแล้ว
การสอบเทียบหัวลอยเสร็จสมบูรณ์แล้ว
วางแผ่นโลหะไว้ใต้หัวฉีดเพื่อตรวจจับการติดตาม
ขั้นตอน
เข้าสู่โหมดการปรับแต่งอัตโนมัติ 3
ระบบทำการปรับแต่งจูนความสูงหัวพ่นอย่างละเอียด
พารามิเตอร์ภายในได้รับการปรับให้เหมาะสมโดยอัตโนมัติ
บันทึกผลลัพธ์และปิดอินเทอร์เฟซ BCS100
การคาลิเบรตเสร็จสมบูรณ์แล้ว
 การปรับแต่งหลักสามประการของ BCS10
การปรับแต่งหลักสามประการของ BCS10
| ประเภทการปรับตั้ง | ปฏิบัติหน้าที่หลัก | เงื่อนไขการเริ่มต้น | การทำงานอัตโนมัติ |
| การปรับเทียบเซอร์โว | คาลิเบรตจุดศูนย์เซอร์โวและสัญญาณตอบกลับเชิงกล | เครื่องเริ่มทำงาน การเปลี่ยนแผ่นวัสดุ การเปลี่ยนหัวพ่น ปัญหาการลอยตัว | เซมิ-อัตโนมัติ |
| การคาลิเบรตหัวลอย | สร้างเส้นโค้งความจุ–ความสูง | การเปลี่ยนหัวพ่น การเปลี่ยนแผ่นวัสดุ ความสูงไม่คงที่ขณะติดตาม | อัตโนมัติ |
| การปรับตัวอัตโนมัติ | ปรับพารามิเตอร์ให้เหมาะสมเพื่อการตัดที่มีเสถียรภาพ | หลังจากทำการสอบเทียบเซอร์โวและหัวลอยเรียบร้อยแล้ว | อัตโนมัติ |
 สรุป
สรุป
การสอบเทียบ BCS100 มีความจำเป็นอย่างยิ่งในการบรรลุ ความแม่นยำสูงในการตัดด้วยเลเซอร์ และประสิทธิภาพที่มีเสถียรภาพในเครื่องตัดไฟเบอร์เลเซอร์แบบ CNC ทุกเครื่อง โดยการดำเนินการให้ครบสามขั้นตอนสำคัญ ได้แก่ การสอบเทียบเซอร์โว การสอบเทียบหัวลอย และการปรับอัตโนมัติ ผู้ใช้งานจะสามารถใช้ประโยชน์จากเทคโนโลยีการตัดไฟเบอร์เลเซอร์สมัยใหม่ได้อย่างเต็มที่ เพื่อให้ได้รอยตัดที่สะอาด ขอบเรียบเนียน และประสิทธิภาพในการใช้งานเชิงอุตสาหกรรมที่เชื่อถือได้มากยิ่งขึ้น
