คู่มือการปรับตำแหน่งจุดโฟกัสของเครื่องเชื่อมด้วยเลเซอร์ไฟเบอร์
ในการประยุกต์ใช้การเชื่อมด้วยเลเซอร์ การปรับตำแหน่งจุดโฟกัสมีบทบาทสำคัญอย่างยิ่งต่อการกำหนดความลึกของการเชื่อม ขนาดจุดเชื่อม ความหนาแน่นของพลังงาน และคุณภาพโดยรวมของการเชื่อม การตั้งค่าจุดโฟกัสที่ถูกต้องสามารถลดเศษโลหะกระเด็น (spatter) ได้อย่างมาก ป้องกันการทะลุผ่าน (burn-through) และรับประกันรอยเชื่อมที่มีเสถียรภาพและสม่ำเสมอ
ในฐานะผู้ผลิตอุปกรณ์เลเซอร์มืออาชีพ บริษัท Xianming เครื่องเชื่อมเลเซอร์ ให้ระบบควบคุมจุดโฟกัสที่แม่นยำและเอาต์พุตพลังงานที่มีเสถียรภาพ ทำให้ผู้ใช้งานสามารถเปลี่ยนโหมดการเชื่อมระหว่างการเชื่อมแบบจุด (spot welding) การเชื่อมแบบเจาะลึก (deep penetration welding) และการเชื่อมผิวเพื่อปิดผนึก (surface sealing) ได้อย่างสะดวก
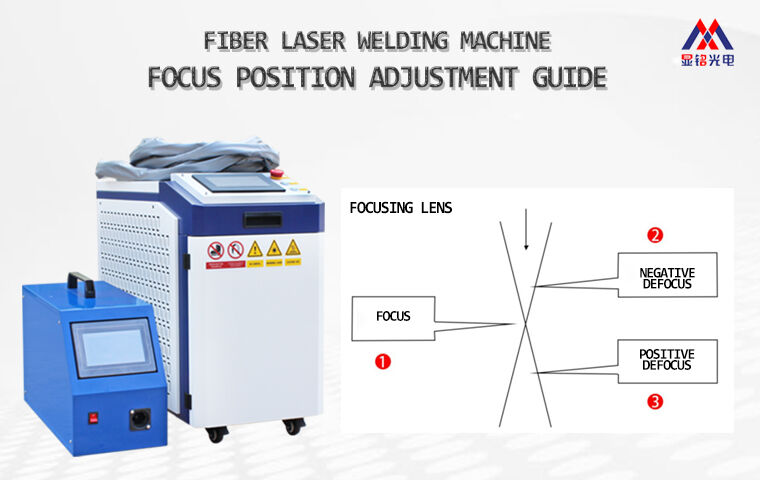
 ตำแหน่งจุดโฟกัส (จุดโฟกัสศูนย์)
ตำแหน่งจุดโฟกัส (จุดโฟกัสศูนย์)
ลักษณะสําคัญ
 เส้นผ่านศูนย์กลางจุดเล็กที่สุด
เส้นผ่านศูนย์กลางจุดเล็กที่สุด
ความหนาแน่นของพลังงานสูงสุด
กำลังเลเซอร์ที่เข้มข้นที่สุด
ประกายไฟที่แรงที่สุดและเสียงที่คมชัดที่สุด
เหมาะที่สุดสำหรับงานประเภท
 การเชื่อมจุดแบบแม่นยำ
การเชื่อมจุดแบบแม่นยำ
จุดเชื่อมขนาดเล็ก
การเชื่อมแบบละเอียดที่ใช้พลังงานต่ำ
วัสดุบาง
ที่จุดโฟกัสที่แน่นอน พลังงานเลเซอร์จะมีความเข้มข้นสูงมาก ทำให้เกิดการหลอมละลายอย่างรวดเร็วและขนาดรอยเชื่อมมีขนาดเล็กที่สุด
การตั้งค่านี้เหมาะอย่างยิ่งสำหรับงานเชื่อมไมโครที่ต้องการความแม่นยำสูงและเขตที่ได้รับผลกระทบจากความร้อนมีขนาดเล็ก
 ตำแหน่งโฟกัสเชิงลบ (จุดโฟกัสอยู่ใต้ผิววัสดุ)
ตำแหน่งโฟกัสเชิงลบ (จุดโฟกัสอยู่ใต้ผิววัสดุ)
ลักษณะสําคัญ
จุดเชื่อมขนาดใหญ่ขึ้นเล็กน้อย
พลังงานแทรกซึมลึกลงไปในวัสดุ
ความลึกของการแทรกซึมมากขึ้น
ผลของการเชื่อมแบบคีย์โฮลที่แข็งแกร่ง
เหมาะที่สุดสำหรับงานประเภท
การเชื่อมแบบลึก
การเชื่อมแบบต่อเนื่องด้วยรอยเชื่อมยาว
การเชื่อมแผ่นหนา
ข้อต่อโครงสร้าง
การตั้งค่าเลนส์โฟกัสแบบลบ (Negative defocus) ทำให้ลำแสงเลเซอร์ส่งพลังงานเข้าไปยังบริเวณภายในของวัสดุได้มากขึ้น ส่งผลให้เกิดแอ่งรอยเชื่อมลึกที่มีความเสถียร
นี่คือการจัดวางตำแหน่งที่ใช้บ่อยที่สุดสำหรับงานเชื่อมอุตสาหกรรมหนัก ซึ่งความแข็งแรงและความลึกของการเจาะผ่านวัสดุมีความสำคัญอย่างยิ่ง
 ตำแหน่งการตั้งค่าเลนส์โฟกัสแบบบวก (Focus Above the Surface)
ตำแหน่งการตั้งค่าเลนส์โฟกัสแบบบวก (Focus Above the Surface)
ลักษณะสําคัญ
ขนาดจุดโฟกัสใหญ่ขึ้น
ความหนาแน่นพลังงานต่ำกว่า
ความลึกของการเจาะผ่านวัสดุน้อยลง
พื้นผิวรอยเชื่อมเรียบเนียนและมีความเสถียรมากขึ้น
เหมาะที่สุดสำหรับงานประเภท
การเชื่อมเพื่อปิดผนึกผิว
การเชื่อมเพื่อความสวยงาม
การเชื่อมแผ่นโลหะบาง
ความต้องการในการเจาะลึกต่ำ
การเลื่อนจุดโฟกัสไปด้านบวกทำให้พลังงานกระจายตัวอย่างสม่ำเสมอมากขึ้น ซึ่งช่วยป้องกันไม่ให้เกิดความร้อนสูงเกินไปหรือทะลุผ่านวัสดุ
เหมาะเป็นพิเศษสำหรับวัสดุที่บางหรือการใช้งานที่ต้องการผิวเรียบสะอาด
 เคล็ดลับเชิงปฏิบัติสำหรับการเชื่อมแบบเจาะลึกอย่างต่อเนื่อง
เคล็ดลับเชิงปฏิบัติสำหรับการเชื่อมแบบเจาะลึกอย่างต่อเนื่อง
ในระหว่างการผลิตจริง คุณสามารถประเมินได้อย่างรวดเร็วว่าจุดโฟกัสอยู่ในตำแหน่งที่ถูกต้องหรือไม่ โดยการสังเกตบริเวณด้านหลังของชิ้นงาน:
คู่มืออ้างอิง
มีการเปลี่ยนสีเล็กน้อย → การเจาะลึกเหมาะสม
เห็นรอยหลอมละลายชัดเจน → พลังงานสูงกว่าปกติเล็กน้อย
เกิดการทะลุผ่านทั้งหมดหรือมีรู → กำลังไฟฟ้ามากเกินไป
มีเศษโลหะกระเด็นออกมามากหรือเกิดหลุมลึก → การเจาะลึกมากเกินไป
หากเกิดข้อบกพร่องจากการเชื่อม ให้ปรับค่าดังนี้:
ระยะโฟกัส กำลังเลเซอร์ พารามิเตอร์ของคลื่นรูปแบบ และความเร็วในการเชื่อม
ควรทดสอบตัวอย่างเสมอทุกครั้งก่อนการผลิตจำนวนมาก เพื่อให้ได้ผลลัพธ์ที่เหมาะสมที่สุด
 การเลือกจุดโฟกัสตามความหนาของวัสดุ
การเลือกจุดโฟกัสตามความหนาของวัสดุ
| ความหนาของวัสดุ | จุดโฟกัสที่แนะนำ | โหมดที่แนะนำ |
| แผ่นบาง | จุดโฟกัสขนาดเล็ก | โฟกัสหรือโฟกัสเกิน (positive defocus) |
| แผ่นกลาง | จุดโฟกัสขนาดกลาง | การโฟกัสเล็กน้อยในเชิงลบ |
| แผ่นหนา | จุดแสงขนาดใหญ่ขึ้น + การเชื่อมแบบลึก | การโฟกัสในเชิงลบ |
วัสดุที่บางกว่าต้องใช้จุดแสงขนาดเล็กลง มิฉะนั้นอาจเกิดการทะลุผ่านได้ง่าย
 เหตุใดจึงควรเลือกเครื่องเชื่อมด้วยเลเซอร์ของซีอันหมิง
เหตุใดจึงควรเลือกเครื่องเชื่อมด้วยเลเซอร์ของซีอันหมิง
ระบบเลเซอร์ของซีอันหมิงถูกออกแบบมาเพื่อควบคุมการเชื่อมด้วยเลเซอร์อย่างยืดหยุ่นและแม่นยำ โดยมีคุณสมบัติเด่นดังนี้
โครงสร้างปรับการโฟกัสอย่างแม่นยำ
เอาต์พุตพลังงานเลเซอร์ที่มีความเสถียร
การควบคุมรูปคลื่นแบบตั้งโปรแกรมได้
รองรับการเชื่อมแบบจุด (spot), แบบรอยต่อ (seam) และแบบเจาะลึก (deep penetration)
เหมาะสำหรับเหล็กสแตนเลส โลหะคาร์บอน อลูมิเนียม และโลหะอื่นๆ
ข้อได้เปรียบเหล่านี้ช่วยให้ลูกค้าบรรลุผลดังต่อไปนี้:
✔ การเจาะลึกมากขึ้น
✔ กระเด็นน้อยลง
✔ รอยเชื่อมสะอาดขึ้น
✔ ประสิทธิภาพสูงขึ้น
✔ การผลิตมีเสถียรภาพมากขึ้น
สรุป
การเข้าใจตำแหน่งโฟกัสของลำแสงเลเซอร์เป็นหัวใจสำคัญในการบรรลุประสิทธิภาพการเชื่อมที่ดีขึ้น
โดยการเลือกตำแหน่งโฟกัสที่เหมาะสม โฟกัสเกิน (positive defocus) หรือโฟกัสย้อนกลับ (negative defocus) อย่างถูกต้อง คุณสามารถปรับปรุงความแข็งแรงของการเชื่อม คุณภาพพื้นผิว และประสิทธิภาพโดยรวมได้อย่างมาก
ด้วยความน่าเชื่อถือ อุปกรณ์เลเซอร์ และการควบคุมที่แม่นยำ ซีเหียนหมิง เครื่องปั่นเลเซอร์มือ ช่วยให้ผู้ผลิตบรรลุผลลัพธ์ที่มีคุณภาพสูงและเป็นมืออาชีพในการเชื่อมทุกครั้ง
สำหรับเคล็ดลับการเชื่อมเพิ่มเติมหรือโซลูชันเครื่องจักร กรุณาติดต่อ Xianming Laser ได้ตลอดเวลา
