Посібник з калібрування BCS100 для CNC лазерних установок для різання волокном
Система регулювання висоти BCS100 є ключовим компонентом у сучасних CNC вироби для розрізання волоконних лазерів , забезпечуючи точне вимірювання відстані між соплом та металевим аркушем. Шляхом точного калібрування система встановлює надійний зв'язок між ємнісними сигналами та фактичною висотою сопла, забезпечуючи стабільну роботу з високою якістю різання за допомогою передових волоконних лазерна технологія різання .
 Калібрування сервоприводу
Калібрування сервоприводу
 Призначення
Призначення
Калібрування сервоприводу встановлює базову контрольну точку для осі Z і забезпечує правильну синхронізацію руху та зворотного зв'язку сервосистеми. Цей крок є обов’язковим для точного контролю висоти в будь-якому верстаті з ЧПУ для лазерного різання волокна.
Коли потрібно калібрувати сервопривід
 Після кожного запуску верстата
Після кожного запуску верстата
Після заміни металевих аркушів
Після заміни сопла
Коли система показує дрейф або помилки висоти
Кроки
 Розмістіть аркуш на стіл для різання.
Розмістіть аркуш на стіл для різання.
Перемістіть головку різання над аркуш за допомогою програмного забезпечення або портативного контролера.
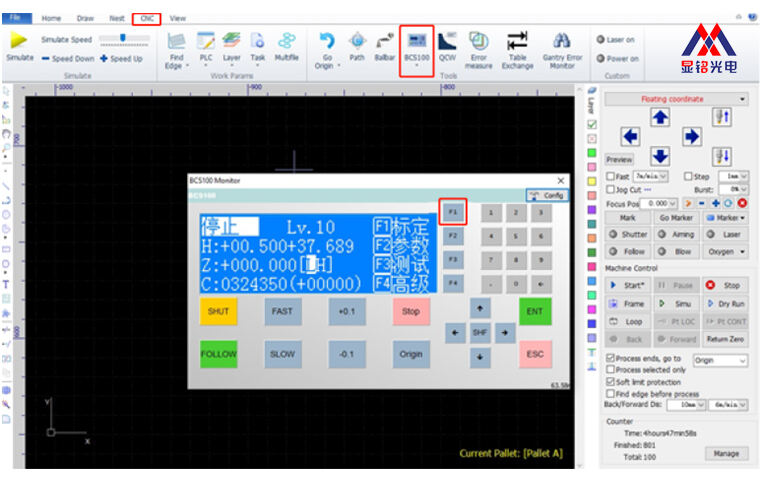
Відкрийте меню BCS100 → F1 Калібрування → 1 Калібрування сервоприводу.
⚠ Оскільки калібрування сервоприводу викликає незначні коливання, переконайтеся, що вісь Z розташована посередині діапазону ходу.
Натисніть <ENT>, щоб розпочати калібрування.
Система автоматично здійснить коливання, зареєструє дрейф сервоприводу та повернеться до попереднього інтерфейсу.
Очищення неправильних значень дрейфу сервоприводу
Якщо попереднє калібрування сервоприводу було виконано неправильно:
F4 Очистити → <ENT> Підтвердити → Значення дрейфу очищено
 Калібрування головки пальника (плаваюча головка)
Калібрування головки пальника (плаваюча головка)
 Призначення
Призначення
Для встановлення точної кривої висота–ємність. Це основа стабільної роботи системи слідкування за висотою у технології волоконного лазерного різання.
Коли потрібна калібрування плаваючого сопла
Після заміни сопла
Після зміни матеріалу аркуша
Коли слідкування за висотою стає нестабільним
Коли крива ємності виглядає незвично
Кроки
Увійдіть у BCS100 → F1 Калібрування → 2 Калібрування плаваючого сопла.
Перемістіть сопло на висоту 1–5 мм над поверхнею аркуша.
Переконайтеся, що поверхня аркуша стабільна і не вібрує.
Натисніть <ENT>, щоб почати.
Система автоматично виконує три етапи
(1) Виявлення плати дотику
Сопло повільно рухається вниз, щоб визначити точну точку дотику.
(2) Виявлення стабільності
Сопло трохи піднімається вгору, щоб перевірити стабільність ємнісних сигналів.
(3) Виявлення плавності
Сопло продовжує підніматися, щоб проаналізувати плавність кривої ємності.
Калібрування завершено
Натисніть <ENT>, щоб зберегти налаштування.
Буде відображено криву Висота–Ємність.
Значення параметрів
Стабільність: відображає сталість сигналу; погані результати вказують на вібрацію або сильні перешкоди.
Плавність: відображає поведінку динамічної ємності під час руху.
Ефективний діапазон: зміна ємності від 0,5 мм до нескінченності; більший діапазон покращує точність слідування.
 Автоматична настройка
Автоматична настройка
Призначення
Автоматичне регулювання тонко налаштовує внутрішні параметри для найкращої продуктивності слідкування за висотою, забезпечуючи стабільність і точність різання на будь-якому верстаті з ЧПУ для лазерного різання волокном.
Вимоги перед автоматичним регулюванням
Калібрування сервоприводу завершено
Вісь Z повернулася у початкове положення
Калібрування плаваючого пристрою завершено
Під соплом розміщено металевий аркуш для виявлення слідування
Кроки
Введіть 3 Автоматичне регулювання.
Система виконує мікроналаштування висоти сопла.
Внутрішні параметри автоматично оптимізуються.
Збережіть результати та закрийте інтерфейс BCS100.
Калібрування завершено.
 Три основні налаштування BCS10
Три основні налаштування BCS10
| Тип регулювання | Основна функція | Умови запуску | Автоматичне виконання |
| Калібрування сервоприводу | Калібрує нульову точку сервоприводу та механічний зворотний зв'язок | Запуск верстата, заміна аркуша, зміна сопла, проблеми з дрейфом | Напівавтоматичний |
| Калібрування плаваючого головки | Встановлює криву ємності – висоти | Зміна сопла, зміна аркуша, нестабільне слідування за висотою | Автоматичний |
| Автоматична настройка | Оптимізує параметри слідування для стабільного різання | Після завершення калібрування сервоприводу та плаваючого головки | Автоматичний |
 Висновок
Висновок
Калібрування BCS100 є обов’язковим для досягнення високої точності лазерного різання та стабільної продуктивності на всіх станках з ЧПУ для різання волоконним лазером. Правильне виконання трьох ключових кроків — калібрування сервоприводу, калібрування плаваючої головки та автоматичне регулювання — дозволяє повною мірою використовувати переваги сучасних технологій волоконного лазерного різання для отримання чистішого розрізу, гладких країв і більш надійної промислової продуктивності.
