Fiber-Laser-Schneidanlage Fokus-Einstellanleitung | So stellen Sie die Fokusposition für optimale Schneidresultate ein
Bei der Faserlaserschneidung spielt die genaue Fokusjustierung eine entscheidende Rolle, um hochwertige Schnitte, glatte Kanten und stabile Leistung zu erzielen. Der manuelle Fokussierkopf von Xianming Laser maschine zum Schneiden von Faserlasern ist mit einem drehbaren Fokussier-Skalenring ausgestattet, der eine präzise Bewegung des Brennpunkts ermöglicht, um die Schneidleistung für verschiedene Materialien und Dicken zu optimieren.
 Fokusjustierungsstruktur
Fokusjustierungsstruktur
Die Fokussierlinse im Inneren des Laserkopfs verfügt über einen Hubweg von 20 mm hin und her, wodurch eine feine Anpassung der Fokusposition möglich ist. Vor dem Schneiden ist es wichtig, den korrekten Brennpunkt zu überprüfen.
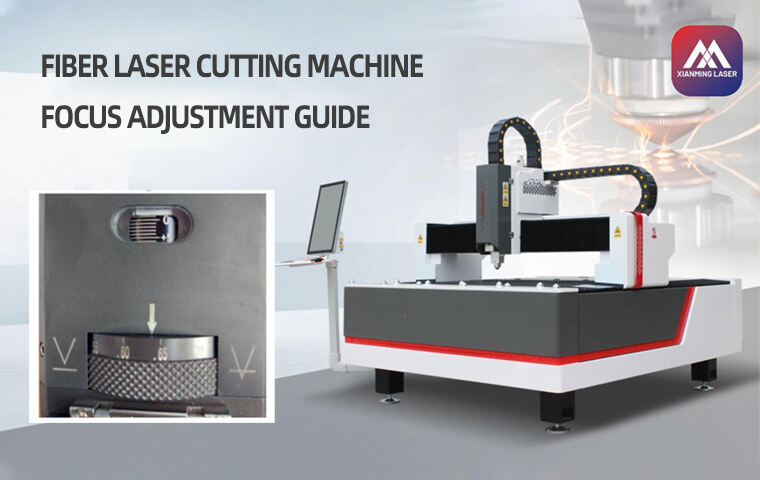
Im Werk wurde die „Null-Fokus“-Position bereits kalibriert – sowohl die Fenstermarkierung „0“ als auch die Skala des Drehrings „0“ sind ausgerichtet, was anzeigt, dass sich der Laserfokus auf der Düsenoberfläche befindet.
⚙️ Hinweis: Sollten Sie die „Null-Fokus“-Position neu einstellen müssen, wenden Sie sich bitte an Ihren Xianming-Laser-Kundenbetreuer oder senden Sie uns eine E-Mail an [email protected]für Unterstützung.
 Skalenablesung und Fokusposition-Beziehung
Skalenablesung und Fokusposition-Beziehung
Der Fokuseinstellbereich des Faserlaserschneidkopfs beträgt „+8 bis -12“. Der Skalenwert zeigt direkt die Laserfokusposition an:
Skala 0: Der Brennpunkt befindet sich auf der Düsenoberfläche.
Skala +8: Der Brennpunkt liegt 8 mm innerhalb der Düse.
Skala -12: Der Brennpunkt liegt 12 mm unterhalb der Düse.
Die Feinabstimmung dieser Position hilft, die Schneideffizienz, Kantengüte und Gasströmungsleistung zu optimieren.
 Fokusart, Schneidmaterial und Schnittprofilmerkmale
Fokusart, Schneidmaterial und Schnittprofilmerkmale
| Fokustyp | Fokusposition | Anwendbares Material | Schnittprofilmerkmale | Schneideigenschaften |
| Null-Fokus | Laserfokus auf der Oberseite des Blechs | Allgemeines Blech | Glatte obere und untere Oberfläche | Ideal für dünne und mittlere Platten |
| Positiver Fokus | Fokus oberhalb der Oberseite des Blechs | Kohlenstoffstahlplatte | Glatte Oberseite, rauere Unterseite | Breiterer Schnitt, höherer Gasfluss, längere Durchbruchzeit |
| Negativer Fokus | Der Laserfokus befindet sich unterhalb der Unterseite der Metallplatte | Edelstahl, Kupfer, Aluminiumplatte | Die obere Schnittfuge ist schmal, während die untere Fuge breiter ist | Geeignet für stickstoffunterstütztes Schneiden; schützt den Schmelzbereich besser und verbessert die Schneidstabilität |
 Empfohlene Fokuseinstellungen für Faserlaser-Schneidanlagen
Empfohlene Fokuseinstellungen für Faserlaser-Schneidanlagen
Verwenden Sie beim Laserschneiden von Kohlenstoffstahl eine positive Fokuslage, um die Oberflächenqualität an der Oberseite zu verbessern und Spritzer zu reduzieren.
Verwenden Sie beim Laserschneiden von Edelstahl oder Aluminium eine negative Fokuslage, um saubere Kanten zu erzielen und Grate zu vermeiden.
Beim Schneiden dünner Metallbleche sollte der Fokus auf null gehalten werden, um eine ausgewogene Schneidleistung zu gewährleisten.
Eine korrekte Fokuseinstellung kann die Präzision des Laserschneidens erheblich verbessern, Schlacke reduzieren und die Schneidgeschwindigkeit erhöhen, wodurch sichergestellt wird, dass Ihre faserlaser-Schneidanlage mit maximaler Effizienz und Genauigkeit arbeitet.
Xianming Laser — Professioneller Hersteller von Faserlaser-Schneidmaschinen
Steigerung der Produktivität und Präzision durch fortschrittliche faserlaser-Schneidtechnologie .
 E-Mail:[email protected]
E-Mail:[email protected]
 WhatsApp/WeChat: +86 15314155887
WhatsApp/WeChat: +86 15314155887
