ماشین برش لیزری فیبر: اتصالات گاز و راهنماییهای استفاده
در عملکرد دستگاههای برش لیزر فایبر , انتخاب صحیح گازهای کمکی و اتصال صحیح لولههای گاز بسیار مهم است تا از کیفیت برش و ثبات تجهیزات اطمینان حاصل شود. در ادامه راهنمایی جامع در مورد مشخصات گاز، روشهای اتصال و همچنین اقدامات ایمنی ارائه شده است.
 مشخصات و الزامات گاز کمکی
مشخصات و الزامات گاز کمکی
 اکسیژن (O₂)
اکسیژن (O₂)
درجه خلوص: ≥ 99.95%
کاربرد: برای برش فولاد کربنی و سایر مواد آهنی استفاده میشود. این گاز سرعت برش را افزایش داده و کیفیت لبهها را بهبود میبخشد.
نکات مهم: اکسیژن باید فاقد رطوبت، روغن یا هرگونه ناخالصی باشد تا از عیوب برش جلوگیری شود و ایمنی تجهیزات تضمین گردد.
نیتروژن (N₂)
درجه خلوص: ≥ 99.95%
کاربرد: مناسب برای فولاد ضد زنگ، ورق گالوانیزه و مواد مشابه. این گاز از اکسیداسیون لبهها جلوگیری کرده و سطح برش را بدون اکسید و تمیز نگه میدارد.
هوا فشرده
درجه خلوص: باید پاک، خشک، فاقد روغن و هرگونه ناخالصی باشد.
کاربرد: اغلب برای برش فولاد کربنی نازک و فولاد زنگ نزن نازک استفاده میشود. این روش مقرون به صرفه است و برای پردازش فلزات با ضخامت متوسط تا کم مناسب است.
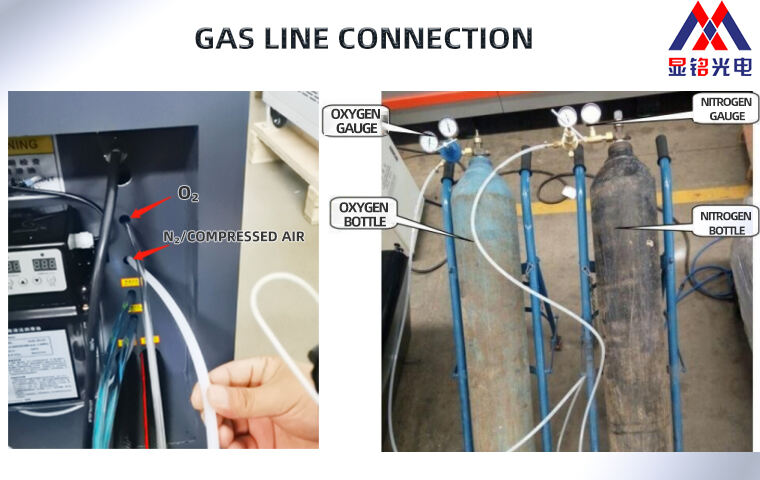
 روشهای اتصال گاز
روشهای اتصال گاز
 اتصال اکسیژن
اتصال اکسیژن
لوله اکسیژن را در قسمت عقب دستگاه به رگولاتور سیلندر اکسیژن متصل کنید.
فشار خروجی رگولاتور را به میزان حدود 0.5 مگاپاسکال تنظیم کنید تا از تأمین پایدار گاز در حین برش اطمینان حاصل شود.
اتصال نیتروژن / هوا
لوله نیتروژن/هوا را در قسمت عقب دستگاه به رگولاتور نیتروژن یا کمپرسور هوا متصل کنید.
فشار خروجی را به میزان بالای 1.6 مگاپاسکال تنظیم کنید تا دبی و فشار برش مورد نیاز تأمین شود.
 اقدامات احتیاطی
اقدامات احتیاطی
 گازهای کمکی باید دارای خلوص مشخص شده باشند؛ در غیر این صورت ممکن است کیفیت برش کاهش یابد و اجزای نوری آسیب ببینند.
گازهای کمکی باید دارای خلوص مشخص شده باشند؛ در غیر این صورت ممکن است کیفیت برش کاهش یابد و اجزای نوری آسیب ببینند.
به طور منظم اتصالات خط گاز را بررسی کنید تا از نشت یا شل شدن آن جلوگیری شود.
هواي فشرده بايد خشك و فيلتر شود تا از ورود رطوبت و روغن به سيستم جلوگيري شود.
انتخاب صحيح گاز و اتصالات محكم، اساسي براي دستيابي به كيفيت بالا است برش لیزری . با رعايت اين دستورالعملها، ميتوانيد به كاركرد پايدار ماشين، افزايش عمر تجهيزات و دستيابي به نتايج برش بهينه كمك كنيد.
درباره شيانمينگ لیزر بیشتر بدانید! 
ایمیل: [email protected]
 WhatsApp/WeChat: +86 15314155887
WhatsApp/WeChat: +86 15314155887