Fiber Laser Welding Machine Focus Position Adjustment Guide
In laser welding applications, focus position adjustment plays a critical role in determining weld penetration, spot size, energy density, and overall weld quality.A correct focal setting can significantly reduce spatter, prevent burn-through, and ensure stable, consistent weld seams.
As a professional laser equipment manufacturer, Xianming Laser welding machines provide precise focus control and stable energy output, allowing users to easily switch between spot welding, deep penetration welding, and surface sealing processes.
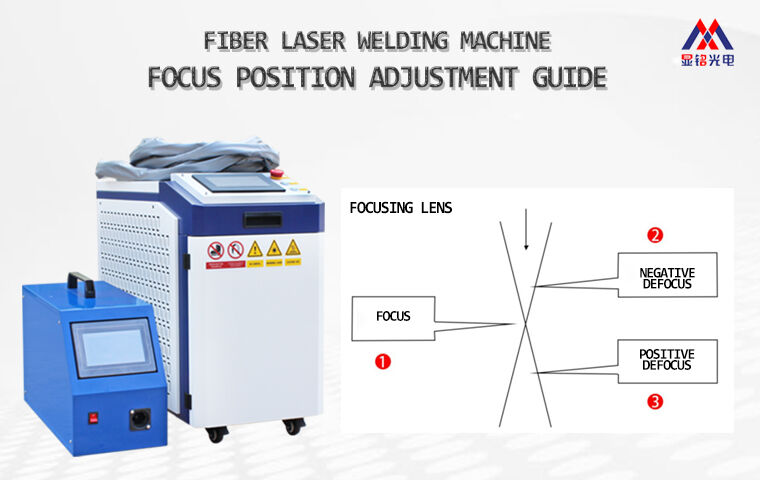
 Focus Position (Zero Focus)
Focus Position (Zero Focus)
Key Features
 Smallest spot diameter
Smallest spot diameter
Highest energy density
Most concentrated laser power
Strongest spark and crispest sound
Best Applications
 Precision spot welding
Precision spot welding
Small weld points
Low-energy fine welding
Thin materials
At the exact focal point, the laser energy is highly concentrated, producing fast melting and minimal weld size.
This setting is ideal for micro welding tasks where high precision and a small heat-affected zone are required.
 Negative Defocus Position (Focus Below the Surface)
Negative Defocus Position (Focus Below the Surface)
Key Features
Slightly larger spot
Energy penetrates deeper into material
Greater penetration depth
Strong keyhole welding effect
Best Applications
Deep penetration welding
Continuous seam welding
Thick plate welding
Structural joints
Negative defocus allows the laser to deliver more energy into the interior of the material, creating stable deep weld pools.
This is the most commonly used setup for heavy-duty industrial welding where strength and penetration are critical.
 Positive Defocus Position (Focus Above the Surface)
Positive Defocus Position (Focus Above the Surface)
Key Features
Larger spot size
Lower energy density
Shallower penetration
Smoother and more stable weld surface
Best Applications
Surface sealing welds
Cosmetic welds
Thin sheet welding
Low penetration requirements
Positive defocus spreads the energy more evenly, which helps prevent overheating or burn-through.
It is particularly suitable for thin materials or applications requiring a clean surface finish.
 Practical Tips for Continuous Penetration Welding
Practical Tips for Continuous Penetration Welding
During actual production, you can quickly evaluate whether the focus is correct by observing the backside of the workpiece:
Reference Guide
Slight discoloration → Proper penetration
Visible melting mark → Energy slightly high
Full burn-through or holes → Excessive power
Heavy spatter or deep pits → Over-penetration
If welding defects occur, adjust:
Focus distance, Laser power, Waveform parameters,Welding speed.
Always test samples before mass production to achieve optimal results.
 Focus Selection by Material Thickness
Focus Selection by Material Thickness
| Material Thickness | Recommended Spot | Suggested Mode |
| Thin sheet | Small spot | Focus or positive defocus |
| Medium plate | Medium spot | Slight negative defocus |
| Thick plate | Larger spot + deep weld | Negative defocus |
Thinner materials require smaller spots, otherwise burn-through may occur easily.
 Why Choose Xianming Laser Welding Machines?
Why Choose Xianming Laser Welding Machines?
Xianming Laser systems are designed for flexible and precise laser welding control, featuring:
Accurate focus adjustment structure
Stable laser energy output
Programmable waveform control
Compatible with spot, seam, and deep penetration welding
Suitable for stainless steel, carbon steel, aluminum, and other metals
These advantages help customers achieve:
✔ Deeper penetration
✔ Less spatter
✔ Cleaner weld seams
✔ Higher efficiency
✔ More stable production
Conclusion
Understanding laser focus position is the key to achieving better welding performance.
By selecting the correct focus, positive defocus, or negative defocus, you can greatly improve weld strength, surface quality, and overall efficiency.
With reliable laser equipment and precise control, Xianming handheld Laser welding machines help manufacturers achieve professional, high-quality results in every weld.
For more welding tips or machine solutions, feel free to contact Xianming Laser.
