ファイバーレーザー切断機の焦点調整ガイド | 最適な切断結果を得るための焦点位置の調整方法
ファイバーレーザー切断では、正確な焦点調整が高品質な切断、滑らかなエッジ、安定した性能を実現するために決定的な役割を果たします。Xianming Laserの手動フォーカスレーザーヘッドは、 ファイバーレーザー切断機 回転式フォーカススケールリングを備えており、焦点位置を精密に移動させることで、異なる材料や板厚に対して最適な切断性能を得ることができます。
 焦点調整構造
焦点調整構造
レーザーヘッド内部のフォーカスレンズは前後20mmのストローク範囲を持ち、焦点位置の微調整が可能です。切断前に正しい焦点位置を確認することが不可欠です。
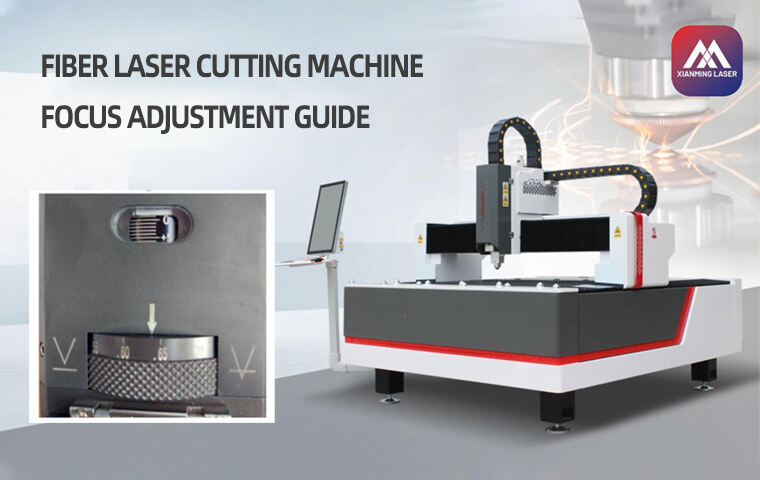
工場出荷時に「ゼロフォーカス」位置はすでにキャリブレーションされています。窓の「0」マークと回転リングの「0」スケールが一致しており、レーザー焦点がノズル表面にあることを示しています。
⚙️ 注意:「ゼロフォーカス」を再調整する必要がある場合は、Xianming Laserのカスタマーマネージャーにお問い合わせいただくか、メールでお知らせください [email protected]お問い合わせください。
 スケール読み取りと焦点位置の関係
スケール読み取りと焦点位置の関係
ファイバーレーザー切断ヘッドのフォーカス調整範囲は「+8 から -12」です。スケール値はレーザー焦点位置を直接示しています。
スケール0:焦点はノズル表面にあります。
スケール+8:焦点はノズル内部8mmの位置です。
スケール-12:焦点はノズル下面から12mm下方です。
この位置を微調整することで、切断効率、切断面の滑らかさ、およびガス流動性能を最適化できます。
 焦点タイプ、切断材料、および断面特性
焦点タイプ、切断材料、および断面特性
| フォーカスタイプ | 焦点位置 | 適用可能な材料 | 断面の特徴 | 切断特性 |
| ゼロフォーカス | シートの上表面にレーザー焦点を集中 | 一般的な薄板金属 | 上下の表面が滑らか | 薄板および中板に最適 |
| 正の焦点 | シートの上表面よりも上の位置に焦点 | 炭素鋼板 | 上面は滑らかで、下面は粗い | 切断幅が広く、ガス流量が多く、穿孔時間が長い |
| 負の焦点 | レーザー焦点が金属板の下表面より下方にある | ステンレス鋼、銅、アルミニウム板 | 上部の切断割れ目は狭く、下部の割れ目はより広い | 窒素補助切断に適しており、溶融領域をよりよく保護し、切断の安定性を向上させます |
 ファイバーレーザー切断機の推奨フォーカス設定
ファイバーレーザー切断機の推奨フォーカス設定
炭素鋼のレーザー切断には、表面品質を高め飛散を減少させるために正のフォーカスを使用してください。
ステンレス鋼またはアルミニウムのレーザー切断には、きれいでバリのない切断面を得るために負のフォーカスを使用してください。
薄板金属の切断では、バランスの取れた切断性能を維持するためにゼロフォーカスを保ってください。
適切なフォーカス調整により、レーザー切断の精度が大幅に向上し、スラグが減少し、切断速度が向上します。 ファイバーレーザー切断機が 最大の効率と精度で動作することを保証します。
Xianming Laser — 専門のファイバーレーザー切断機メーカー
最先端の ファイバーレーザー切断技術により生産性と精度を向上 .
 メールアドレス: [email protected]
メールアドレス: [email protected]
 WhatsApp/WeChat: +86 15314155887
WhatsApp/WeChat: +86 15314155887
