ファイバーレーザー加工機:ガス接続および使用ガイドライン
運転中、 ファイバーレーザー切断機 補助ガスの正しい選定およびガス配管接続の適正な実施は、切断品質および装置の安定性を確保するために非常に重要です。以下にガスの仕様、接続方法および安全上の注意点について詳しく説明します。
 補助ガスの仕様および要件
補助ガスの仕様および要件
 酸素 (O₂)
酸素 (O₂)
純度要件:≥ 99.95%
用途:炭素鋼その他の鉄系材料の切断に使用されます。切断速度が向上し、切断面品質が改善されます。
注意事項:酸素には水分、油分その他の不純物が含まれていないことが必要です。不純物があると切断欠陥の原因となり、設備の安全が損なわれます。
窒素(N₂)
純度要件:≥ 99.95%
用途:ステンレス鋼、亜鉛めっき鋼板および類似の材料に適しています。切断面の酸化を防止し、明るく清潔な切断面を維持します。
圧縮空気
純度要件:清浄、乾燥、無油分および不純物なし。
用途:薄板炭素鋼および薄板ステンレス鋼の切断に頻繁に使用されます。コストパフォーマンスに優れ、中~低厚さの金属加工に適しています。
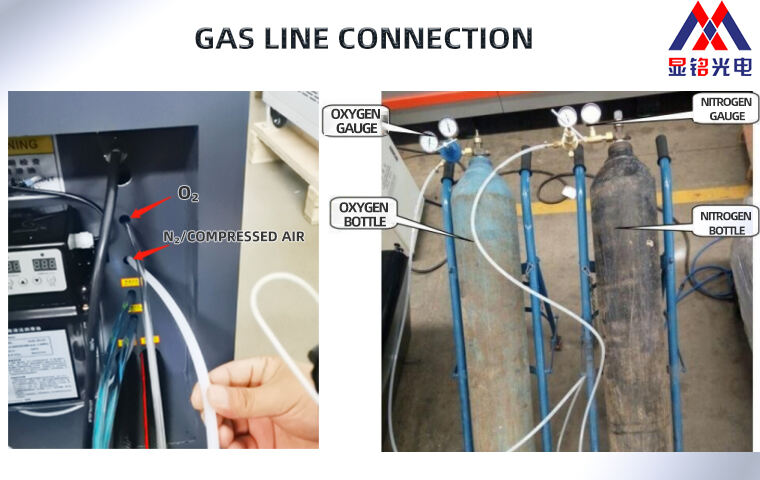
 ガス接続方法
ガス接続方法
 酸素接続
酸素接続
マシン背面の酸素パイプを酸素ボンベのレギュレーターに接続します。
レギュレーターの出力圧力を約0.5MPaに調整し、切断中の安定したガス供給を確保します。
窒素/エア接続
マシン背面の窒素/エアパイプを窒素レギュレーターまたはエアコンプレッサーに接続します。
指定された流量および切断圧力を満たすために、出力圧力を1.6MPa以上に設定します。
 安全上の注意事項
安全上の注意事項
 補助ガスは規定の純度要件を満たしていなければなりません。そうでない場合、切断品質が低下したり、光学部品が損傷する可能性があります。
補助ガスは規定の純度要件を満たしていなければなりません。そうでない場合、切断品質が低下したり、光学部品が損傷する可能性があります。
漏れや緩みを防ぐため、定期的にガスラインの接続を確認してください。
システム内に水分や油分が入らないよう、圧縮空気は乾燥およびフィルタリング処理してください。
適切なガス選定と確実な接続は、高品質な作業の基盤です。 レーザー切断 これらのガイドラインに従うことで、安定した機械の運転を確保し、装置の寿命を延ばし、最適な切断結果を得ることができます。
Xianming Laserをフォローしてさらに詳しく知りましょう! 
メールアドレス: [email protected]
 WhatsApp/WeChat: +86 15314155887
WhatsApp/WeChat: +86 15314155887
