ファイバーレーザー溶接機の焦点位置調整ガイド
レーザー溶接の応用において、焦点位置の調整は、溶接深さ、スポット径、エネルギー密度、および全体的な溶接品質を決定する上で極めて重要な役割を果たします。 適切な焦点設定により、飛散(スパッタ)を大幅に低減し、焼穿(バーンスルー)を防止し、安定的かつ均一な溶接ビードを確保できます。
専門のレーザー設備メーカーである西安明(シエンミン)社 レーザー溶接機 高精度の焦点制御と安定したエネルギー出力を提供し、ユーザーがスポット溶接、深溶け込み溶接、表面シーリング処理などのプロセスを容易に切り替えられるようにします。
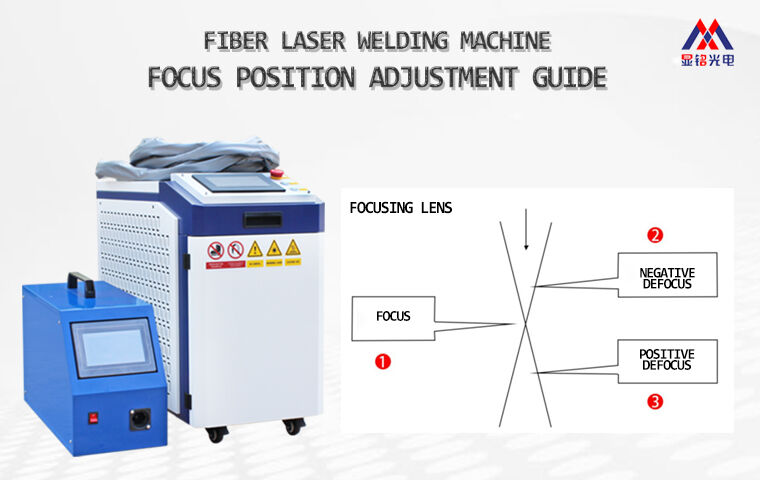
 焦点位置(ゼロ焦点)
焦点位置(ゼロ焦点)
主な特徴
 最小スポット径
最小スポット径
最高エネルギー密度
最も集中したレーザー出力
最も強い火花および最もシャープな音
最適な適用例
 高精度スポット溶接
高精度スポット溶接
小さな溶接点
低エネルギー精密溶接
薄板素材
焦点位置でレーザーエネルギーが非常に集中し、迅速な溶融と極小の溶接部を実現します。
この設定は、高い精度と狭い熱影響域が求められるマイクロ溶接作業に最適です。
 負のデフォーカス位置(焦点を表面より下方に設定)
負のデフォーカス位置(焦点を表面より下方に設定)
主な特徴
やや大きなスポット
エネルギーが材料内部へより深く浸透
より大きな貫通深さ
強いキーホール溶接効果
最適な適用例
深層溶接
連続シーム溶接
厚板溶接
構造的なジョイント
ネガティブデフォーカスでは、レーザーが材料内部により多くのエネルギーを供給し、安定した深部溶融池を形成します。
これは、強度と貫通深さが極めて重要な重機産業向け溶接において最も一般的に用いられる設定です。
 ポジティブデフォーカス位置(焦点が表面より上方)
ポジティブデフォーカス位置(焦点が表面より上方)
主な特徴
スポット径が大きくなる
エネルギー密度が低い
貫通深さが浅くなる
溶接面が滑らかで安定する
最適な適用例
表面シーリング溶接
外観品質重視の溶接
薄板溶接
低貫通要件
正のデフォーカスはエネルギーをより均一に広げるので、過熱や貫通(バーンスルー)を防ぐのに役立ちます。
特に薄板材や表面仕上げの清浄性が求められる用途に適しています。
 連続貫通溶接の実用的なヒント
連続貫通溶接の実用的なヒント
実際の生産工程では、ワークピースの裏面を観察することで、焦点位置が適切かどうかを素早く評価できます:
参考ガイド
わずかな変色 → 適切な貫通
目に見える溶融痕 → エネルギーがやや高め
完全な貫通(バーンスルー)または穴の発生 → 出力が過大
激しいスパッタや深い凹み → 過貫通
溶接欠陥が発生した場合、以下の項目を調整してください:
焦点距離、レーザー出力、波形パラメーター、溶接速度。
量産開始前には必ず試験サンプルを製作・評価し、最適な結果を得るようにしてください。
 材料の板厚による焦点位置の選択
材料の板厚による焦点位置の選択
| 材料の厚さ | 推奨スポット | 推奨モード |
| 薄板 | 小径スポット | 焦点位置または正のデフォーカス |
| 中板 | 中径スポット | わずかな負のデフォーカス |
| 厚板 | スポット径が大きくなる+深溶接 | 負のデフォーカス |
薄板材では、スポット径を小さくする必要があります。そうでないと、貫通(バーンスルー)が容易に発生します。
 なぜXianmingレーザー溶接機をお選びになるのですか?
なぜXianmingレーザー溶接機をお選びになるのですか?
Xianmingレーザー溶接システムは、柔軟かつ高精度なレーザー溶接制御を実現するために設計されており、以下の特長を備えています:
正確な焦点調整機構
安定したレーザー出力エネルギー
プログラム可能な波形制御
スポット溶接、シーム溶接、深溶接のいずれにも対応
ステンレス鋼、炭素鋼、アルミニウムおよびその他の金属に適しています
これらの利点により、顧客は以下の成果を達成できます:
✔ より深い溶融浸透
✔ 飛散物の低減
✔ クリーンな溶接ビード
✔ 高い効率
✔ より安定した生産
結論
レーザー焦点位置を理解することは、より優れた溶接性能を実現するための鍵です。
正しい焦点位置、正のデフォーカス、または負のデフォーカスを選択することで、溶接強度、表面品質、および全体的な効率を大幅に向上させることができます。
信頼性と共に レーザー機器 および精密な制御、西安明 ハンドヘルドレーザー溶接機 メーカーがすべての溶接でプロフェッショナルかつ高品質な結果を達成できるよう支援します。
その他の溶接に関するヒントや溶接機器のソリューションについては、西安激光(Xianming Laser)までお気軽にお問い合わせください。
